NY 185-800mm² 내열 알루미늄 합금 연선용 텐션 클램프













인장 클램프는 주로 가공 송전선이나 변전소의 도체와 피뢰침을 고정하고 연결 하드웨어를 통해 인장 절연체에 연결하거나 피뢰기를 타워에 연결하는 데 사용됩니다.다른 구조 및 설치 방법에 따라 볼트 유형, 압축 유형 및 쐐기 유형 및 사전 트위스트 유형의 네 가지 범주로 나뉩니다.
NY 인장 클램프 (유압식, 강철 앵커 용접)는 주로 와이어를 고정하여 와이어의 장력을 견디고 와이어를 인장 스트링 또는 타워의 하드웨어에 걸기 위해 사용됩니다.
제품 설명
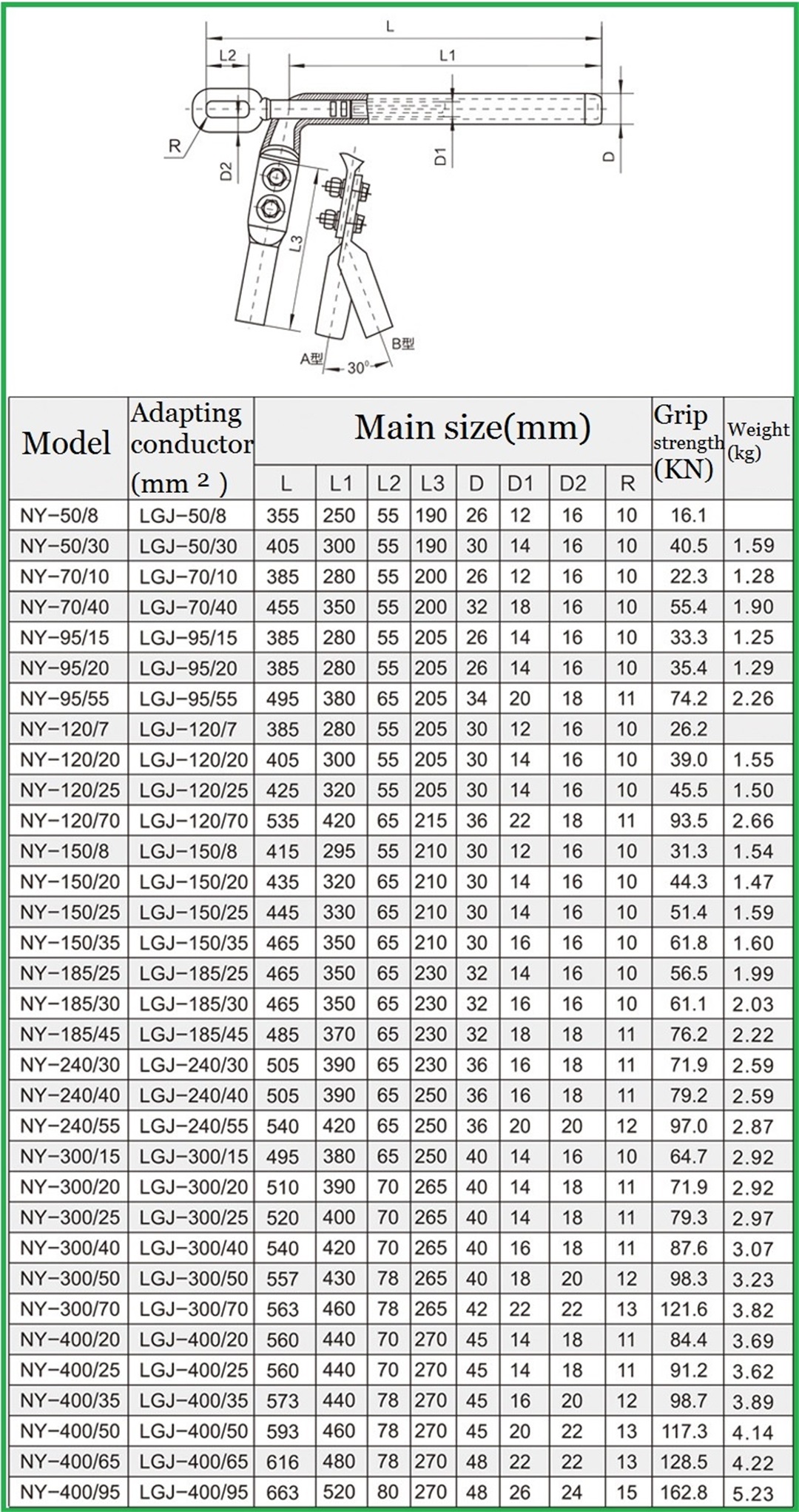
기술적인 매개변수

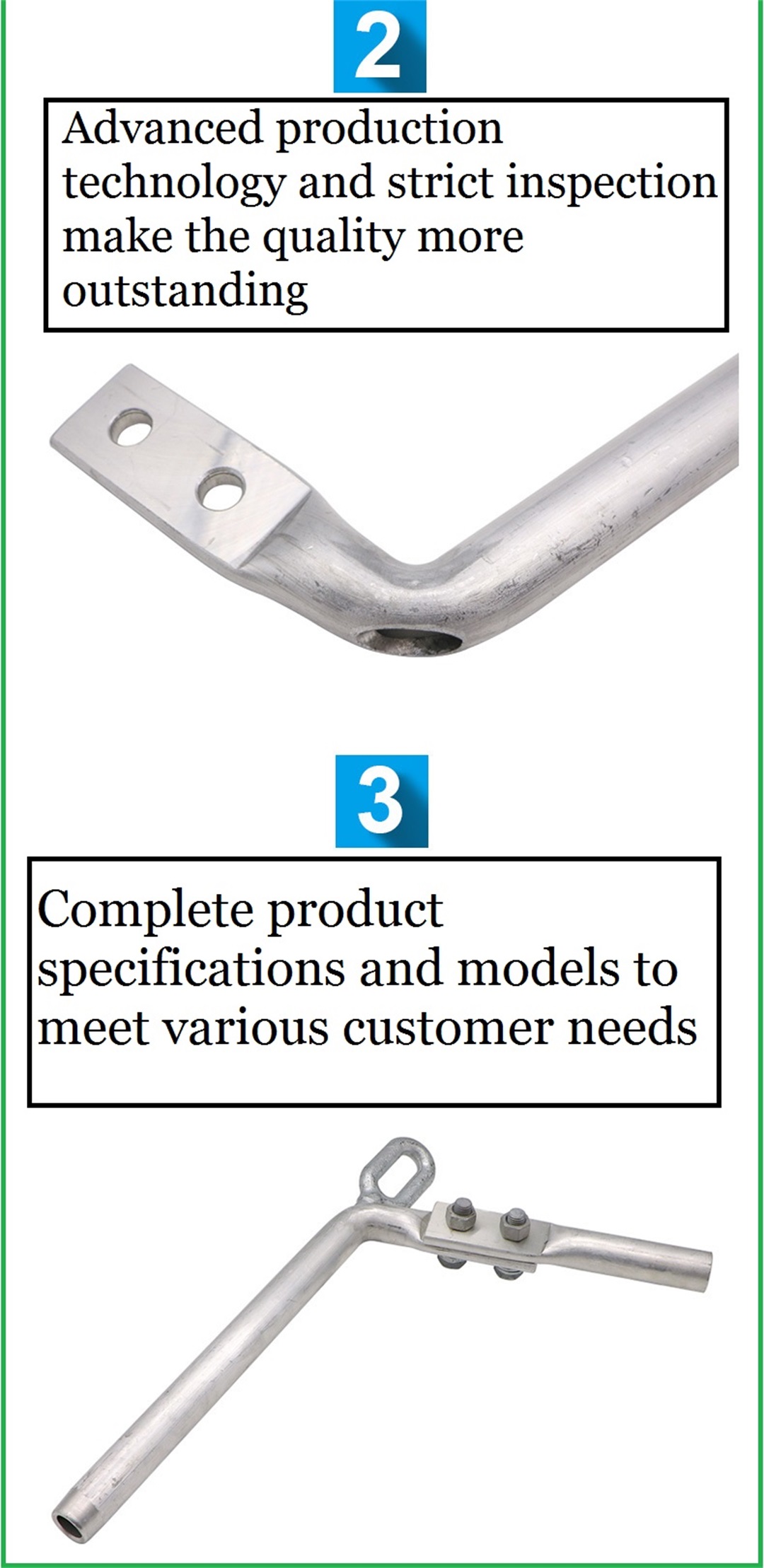
제품특징 및 설치사항
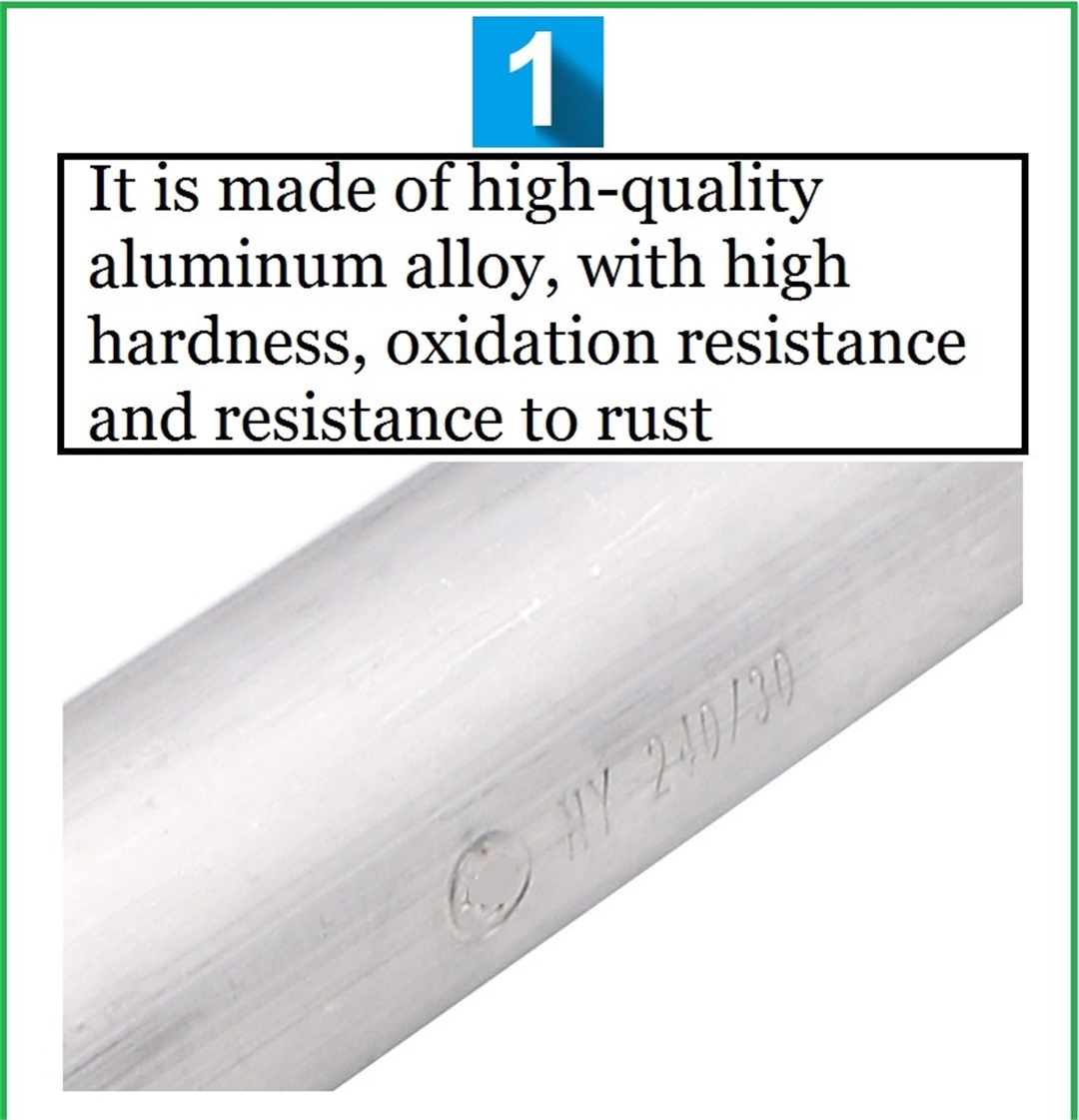
특징:
ㅏ.클립 본체는 고강도 알루미늄 스틸 소재로 제작되었습니다.
비.외관이 매끄럽고 수명이 길다.
씨.설치 및 사용이 간편합니다.
디.히스테리시스 손실이 없으며, 저탄소 에너지 절약 인증 제품입니다.
설치 문제:
1. 압착된 전선의 한쪽 끝을 약 1m 정도 청소하고 전도성 그리스를 도포합니다.
2. 청소한 알루미늄 튜브(외경 D)를 와이어 끝단에 넣고 와이어 끝단에서 1m 정도 빼냅니다.3. 버니어 캘리퍼스 또는 줄자를 사용하여 스틸 앵커의 프런트 엔드 튜브 크기 l 2를 측정하고 와이어 끝 O에서 벗겨낼 스틸 코어의 길이를 측정합니다. ON= l 2 + Δl mm (Δl은 15mm) 표시를 하고 표시에서 20mm 떨어진 곳에서 묶습니다. 새로 묶인 와이어 P를 가져옵니다. 4. 끝 O에서 알루미늄 가닥 부분을 열고 노출된 철심 끝을 바인딩 와이어.그런 다음 커터(또는 알루미늄 와이어 스트리퍼)를 사용하여 표시 N에서 외부 및 중간 알루미늄 가닥을 절단합니다. 내부 알루미늄 가닥을 절단할 때는 각 가닥 직경의 3/4만 절단한 다음 알루미늄 가닥을 하나씩 끊습니다. 하나씩.알루미늄 와이어를 벗길 때 강철 코어에 상처를 입히는 것은 엄격히 금지되어 있습니다.)
5. 스틸 앵커 압착
A. 스틸 앵커의 외경 d와 일치하는 스틸 파이프 다이 "Cd#"를 선택합니다.변전소의 NY 장력 클램프에 대한 설치 지침은 육각형 다이의 대각선 각도가 dmm인지 확인해야 합니다.
B. 철근을 눌러 철심을 청소한 후 철심의 좌초 방향을 따라 회전시켜 철골 앵커의 바닥에 삽입하고,
강철 앵커의 끝은 약 15mm 길이의 강철 코어를 노출시킵니다.이때 양쪽 전선은
압축 후 파이프의 가능한 굽힘을 줄이기 위해 강철 앵커와 수평을 유지하고 유압 프레스의 축과 일치합니다.
D. 스틸 앵커의 프런트 엔드 파이프를 압착합니다.압착 방향은 파이프의 홈에서 파이프 입구까지입니다.압력을 가하면 인접한 두 금형이
5-10mm 이상 겹쳐야 합니다.정육각형으로 압축한 후 정육각형의 대변 사이의 거리 S를 확인해야 합니다.S의 허용 가능한 값은 S=(0.866*0.993d)+0.2입니다.성형 후 표준 캘리퍼스를 사용하여 압착 후 반대쪽 거리의 크기를 확인하십시오.(참고: 유압 펌프의 실제 압력은 80Mp보다 낮지 않아야 하며 압력이 지정된 값에 도달하면 3-5초 동안 유지되어야 합니다.)표준을 충족한 후에만 유압 작동을 계속하십시오.

제품 세부 정보
제품 실제 촬영

제작공방 한켠


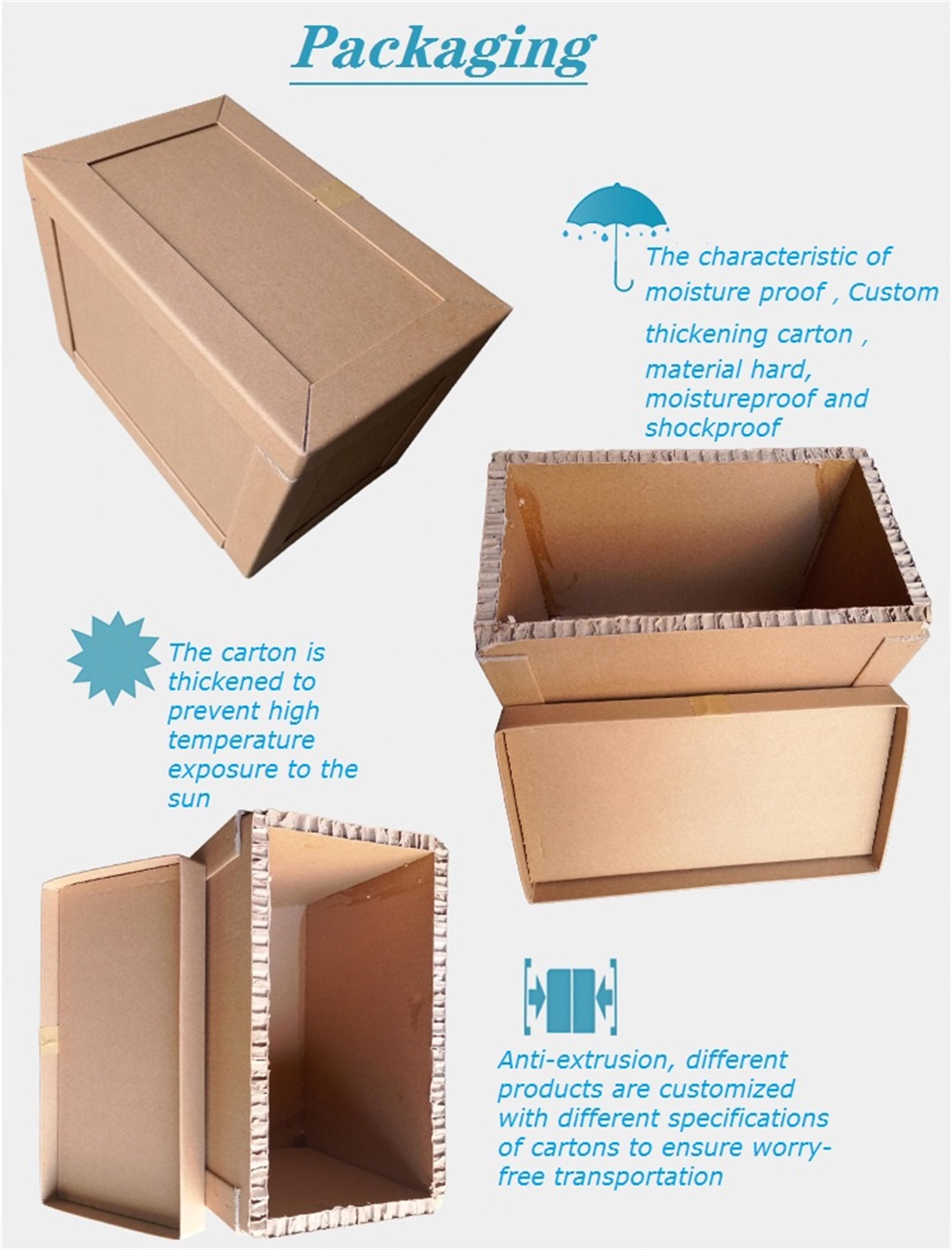
제품 포장
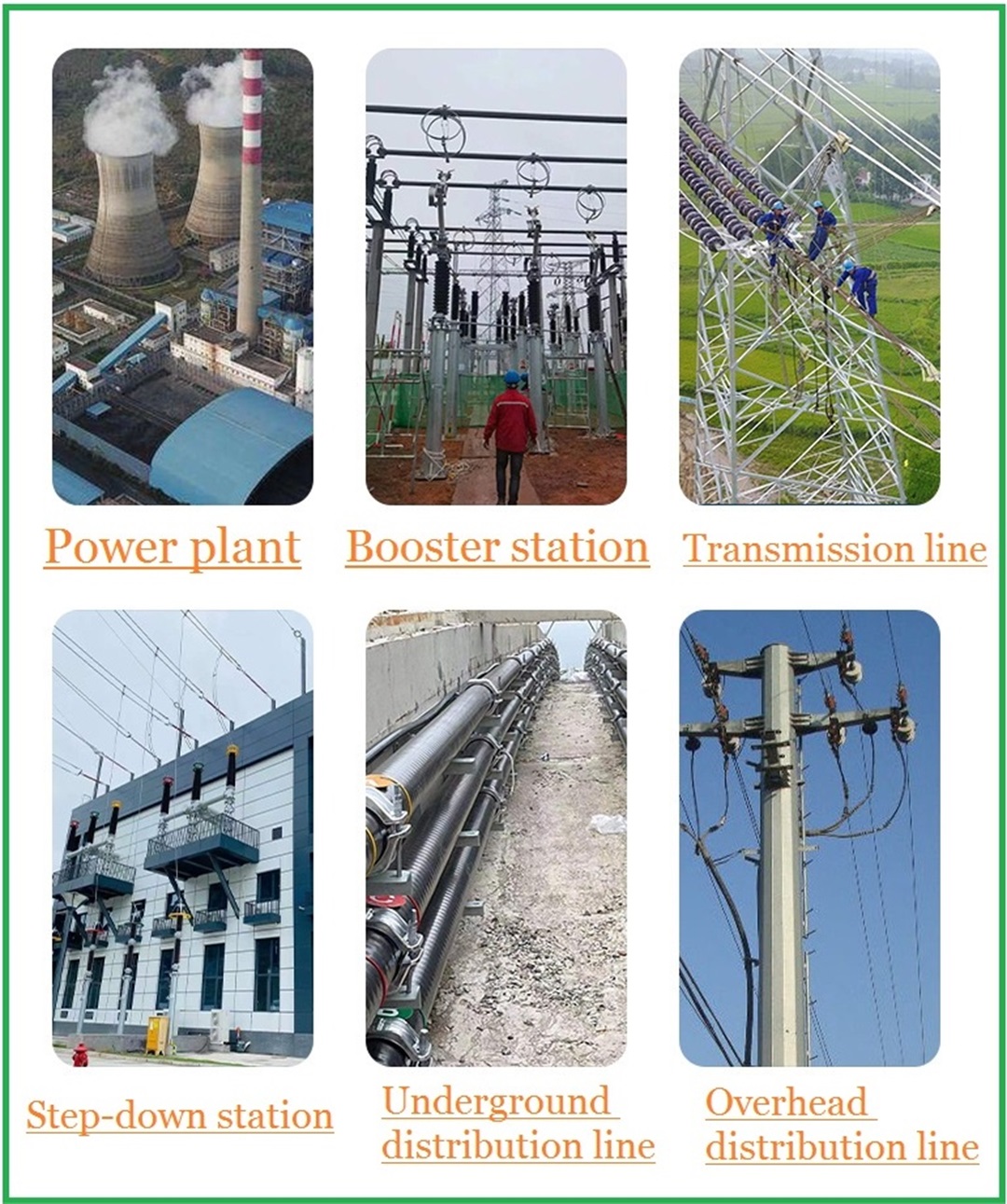
제품 적용 사례