उष्णता-प्रतिरोधक अॅल्युमिनियम मिश्र धातु अडकलेल्या वायरसाठी NY 185-800mm² टेंशन क्लॅम्प













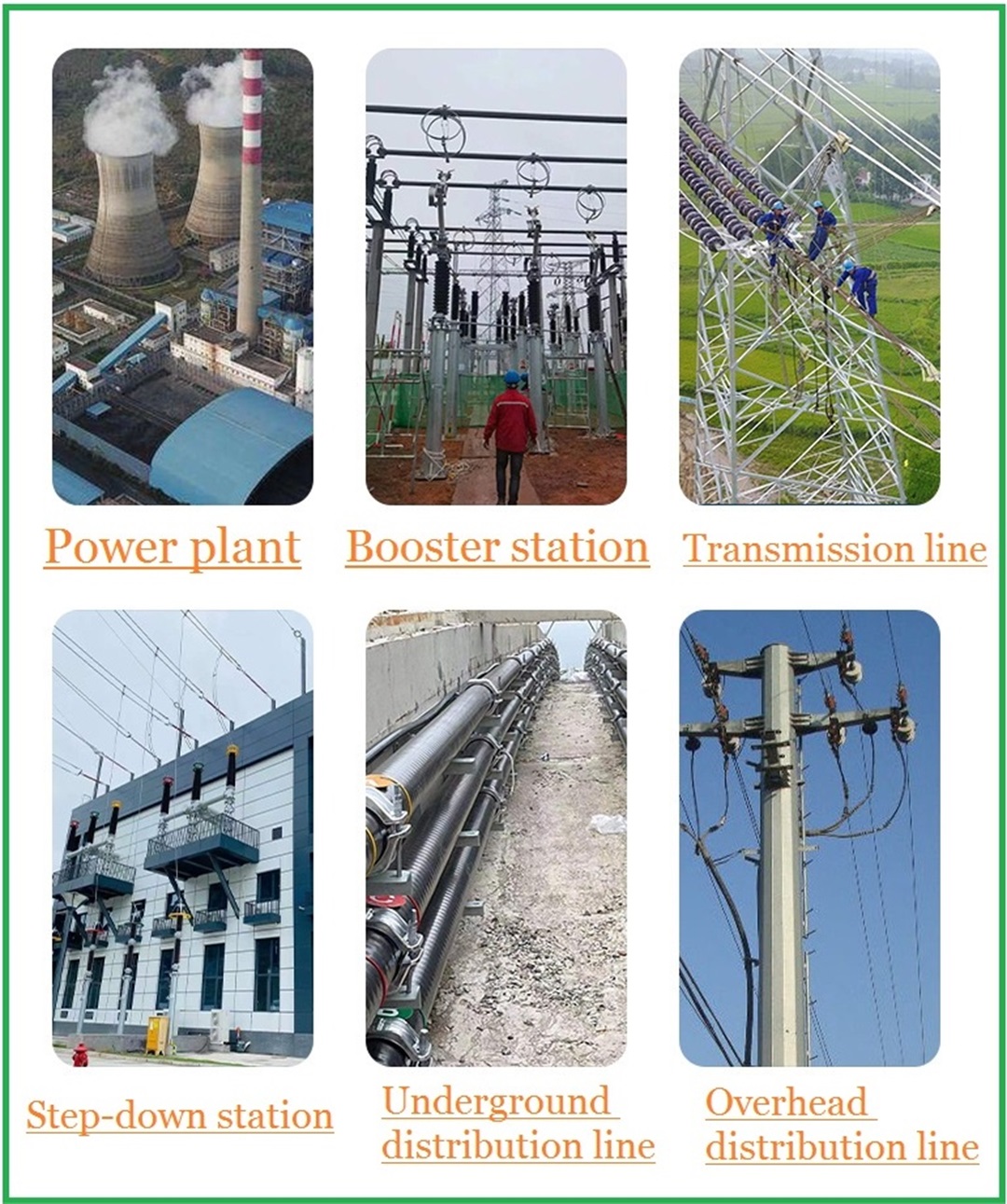
टेंशन क्लॅम्प्सचा वापर प्रामुख्याने ओव्हरहेड पॉवर लाइन किंवा सबस्टेशनमध्ये कंडक्टर आणि लाइटनिंग कंडक्टर निश्चित करण्यासाठी आणि कनेक्टिंग हार्डवेअरद्वारे टेंशन इन्सुलेटरशी जोडण्यासाठी किंवा टॉवर्सशी लाइटनिंग अरेस्टर्स जोडण्यासाठी केला जातो.वेगवेगळ्या संरचना आणि स्थापनेच्या पद्धतीनुसार, ते चार श्रेणींमध्ये विभागले गेले आहे: बोल्ट प्रकार, कम्प्रेशन प्रकार आणि वेज प्रकार आणि प्री-ट्विस्टेड प्रकार.
एनवाय टेंशन क्लॅम्प (हायड्रॉलिक प्रकार, स्टील अँकर वेल्डिंग) मुख्यतः वायरचा ताण सहन करण्यासाठी वायर फिक्स करण्यासाठी आणि टेंशन स्ट्रिंग किंवा टॉवरवरील हार्डवेअरला वायर टांगण्यासाठी वापरली जाते.
उत्पादन वर्णन
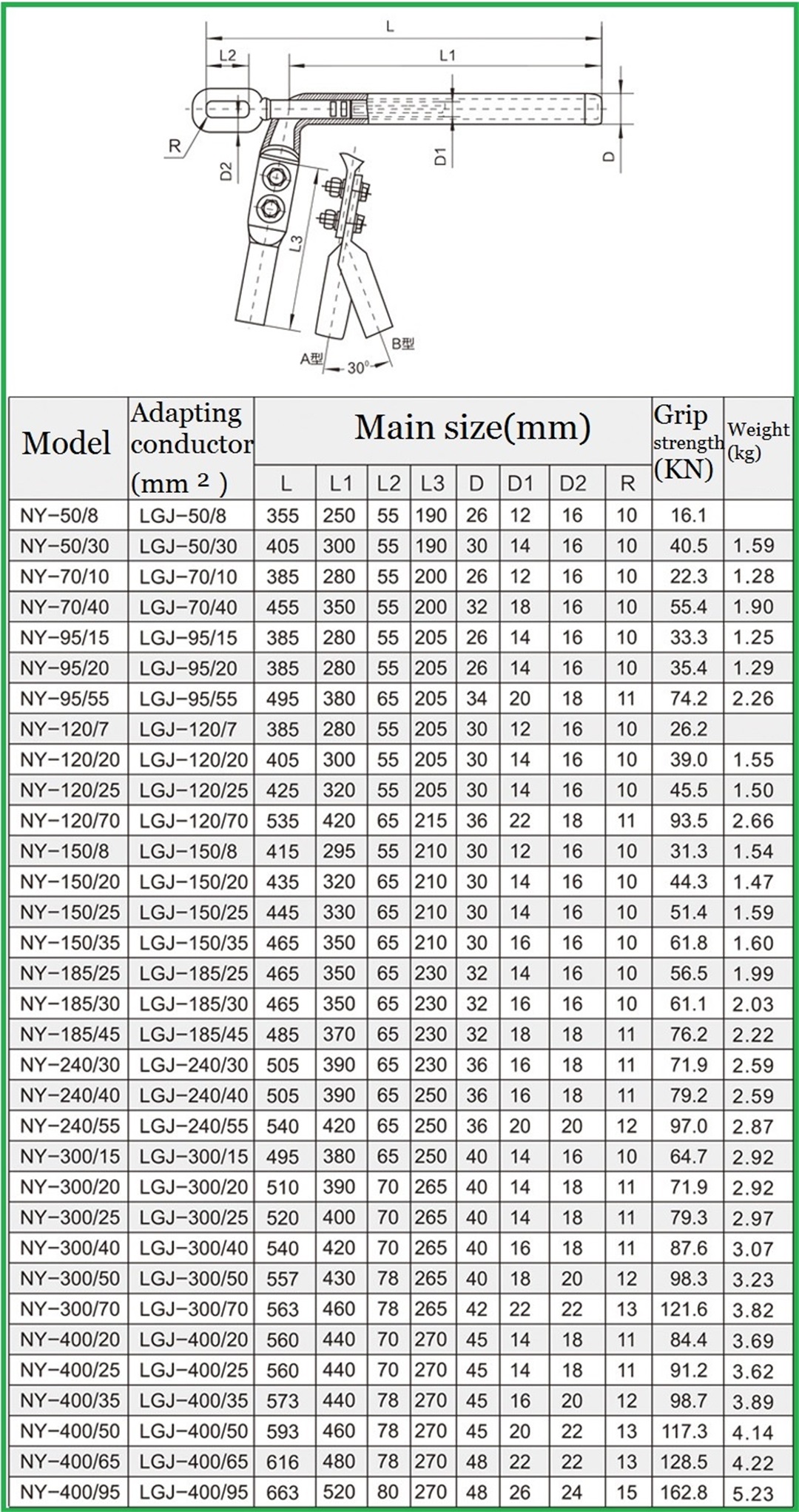
तांत्रिक मापदंड

उत्पादन वैशिष्ट्ये आणि स्थापना बाबी
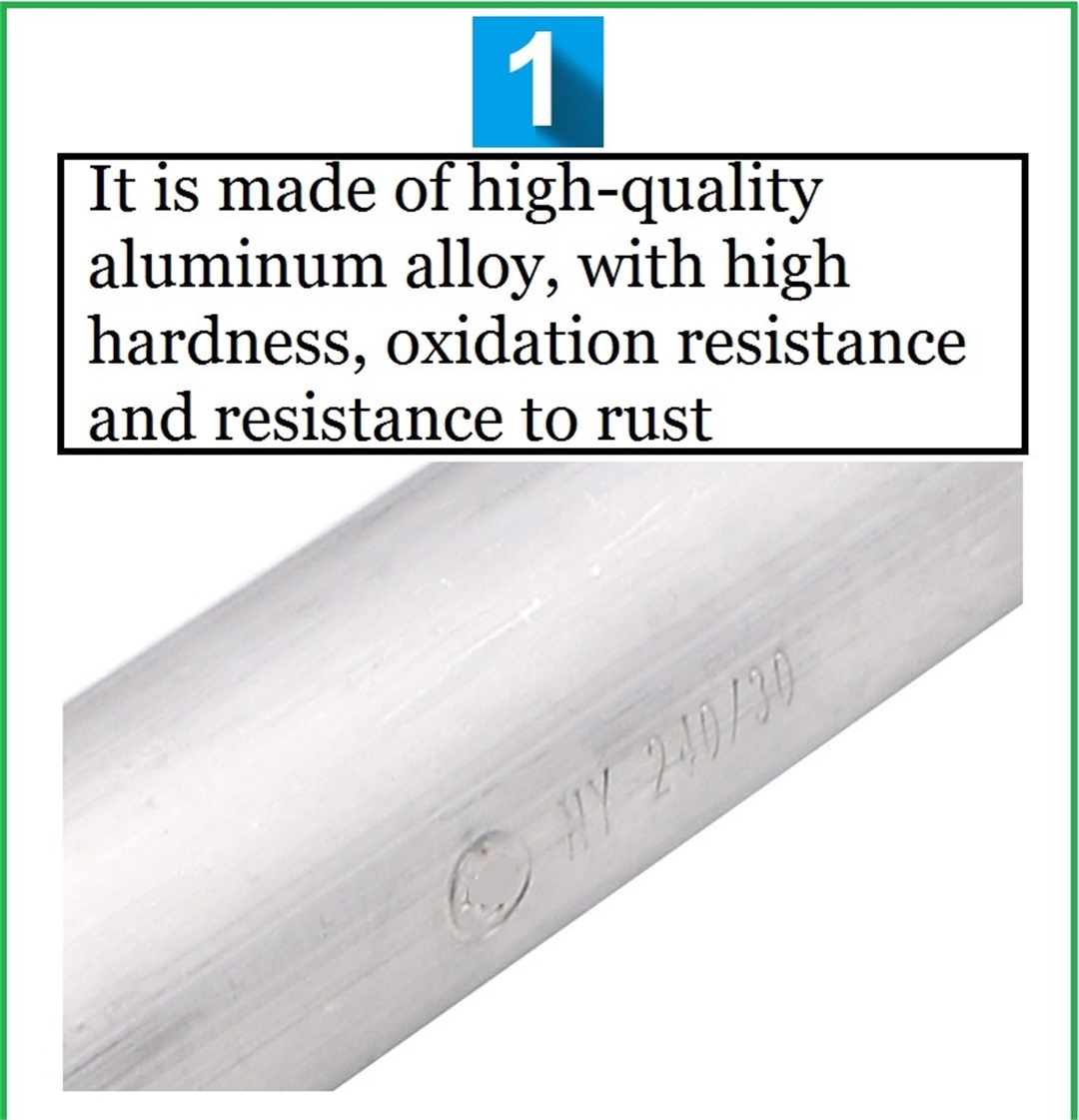
वैशिष्ट्ये:
aक्लिप बॉडी उच्च-शक्तीच्या अॅल्युमिनियम स्टील सामग्रीपासून बनलेली आहे.
bदेखावा गुळगुळीत आहे आणि सेवा आयुष्य लांब आहे.
cस्थापित आणि वापरण्यास सोपे.
dहिस्टेरेसिसचे कोणतेही नुकसान नाही आणि ते कमी-कार्बन, ऊर्जा-बचत प्रमाणित उत्पादन आहे.
प्रतिष्ठापन बाबी:
1. कुरकुरीत वायरचे एक टोक सुमारे 1 मीटर स्वच्छ करा आणि प्रवाहकीय ग्रीस लावा.
2. साफ केलेली अॅल्युमिनियम ट्यूब (बाह्य व्यास D) वायरच्या टोकामध्ये ठेवा आणि ती वायरच्या टोकापासून 1 मीटर दूर खेचा.3. स्टील अँकरच्या पुढच्या टोकाच्या ट्यूबचा आकार l 2 मोजण्यासाठी व्हर्नियर कॅलिपर किंवा टेप मापन वापरा, वायरच्या शेवटच्या O पासून काढल्या जाणार्या स्टील कोरची लांबी मोजा ON= l 2 + Δl मिमी (Δl 15mm आहे), एक खूण बनवा आणि त्यास चिन्हापासून 20mm अंतरावर बांधा. नव्याने बांधलेली वायर P घ्या. 4. O च्या शेवटी अॅल्युमिनियम स्ट्रँडचा एक भाग उघडा आणि उघडलेल्या स्टीलच्या कोरच्या टोकाला बांधा. बंधनकारक वायर.नंतर N चिन्हावर बाहेरील आणि मधल्या अॅल्युमिनियमच्या पट्ट्या कापण्यासाठी कटर (किंवा अॅल्युमिनियम वायर स्ट्रीपर) वापरा. आतील अॅल्युमिनियम स्ट्रँड कापताना, प्रत्येक स्ट्रँडच्या व्यासाच्या फक्त 3/4 कापून घ्या आणि नंतर अॅल्युमिनियमच्या स्ट्रँडला एक तोडा. एक करूनअॅल्युमिनियम वायर काढताना, स्टीलच्या कोरला जखम करण्यास सक्त मनाई आहे.)
5. स्टील अँकर घासणे
A. स्टील पाईप डाय "Cd#" निवडा जो स्टील अँकरच्या बाह्य व्यास d शी सुसंगत आहे.सबस्टेशनमधील NY टेंशन क्लॅम्पच्या स्थापनेच्या सूचनांनी हे सत्यापित केले पाहिजे की षटकोनी डायचा कर्णकोन dmm आहे;
B. स्टील दाबा कोर साफ केल्यानंतर, फिरवा आणि स्टीलच्या अँकरच्या तळाशी स्टीलच्या कोरच्या स्ट्रेंडिंग दिशेने घाला आणि
स्टील अँकरचा शेवट सुमारे 15 मिमी लांबीचा स्टील कोर उघड करतो;यावेळी, दोन्ही बाजूंच्या तारा असाव्यात
स्टील अँकरसह क्षैतिज ठेवले, आणि हायड्रॉलिक प्रेसच्या अक्षाशी सुसंगत, जेणेकरून संकुचित झाल्यानंतर पाईपचे संभाव्य वाकणे कमी करता येईल.
D. स्टील अँकरच्या पुढच्या टोकाच्या पाईपला कुरकुरीत करा.क्रिमिंगची दिशा पाईपच्या खोबणीपासून पाईपच्या तोंडापर्यंत असते.दाब लागू करताना, दोन समीप साचे
किमान 5-10 मिमी ओव्हरलॅप केले पाहिजे.नियमित षटकोनामध्ये कॉम्प्रेशन केल्यानंतर, नियमित षटकोनाच्या विरुद्ध बाजूंमधील अंतर S सत्यापित केले पाहिजे.S चे स्वीकार्य मूल्य आहे: S=(0.866*0.993d)+0.2.मोल्डिंग केल्यानंतर, दाबल्यानंतर विरुद्ध बाजूच्या अंतराचा आकार तपासण्यासाठी मानक कॅलिपर वापरा.(टीप: हायड्रॉलिक पंपचा वास्तविक दाब 80Mp पेक्षा कमी नसावा आणि जेव्हा दाब निर्दिष्ट मूल्यापर्यंत पोहोचतो तेव्हा तो 3-5s साठी राखला गेला पाहिजे).मानक पूर्ण झाल्यानंतरच हायड्रॉलिक ऑपरेशन सुरू ठेवा.

उत्पादन तपशील
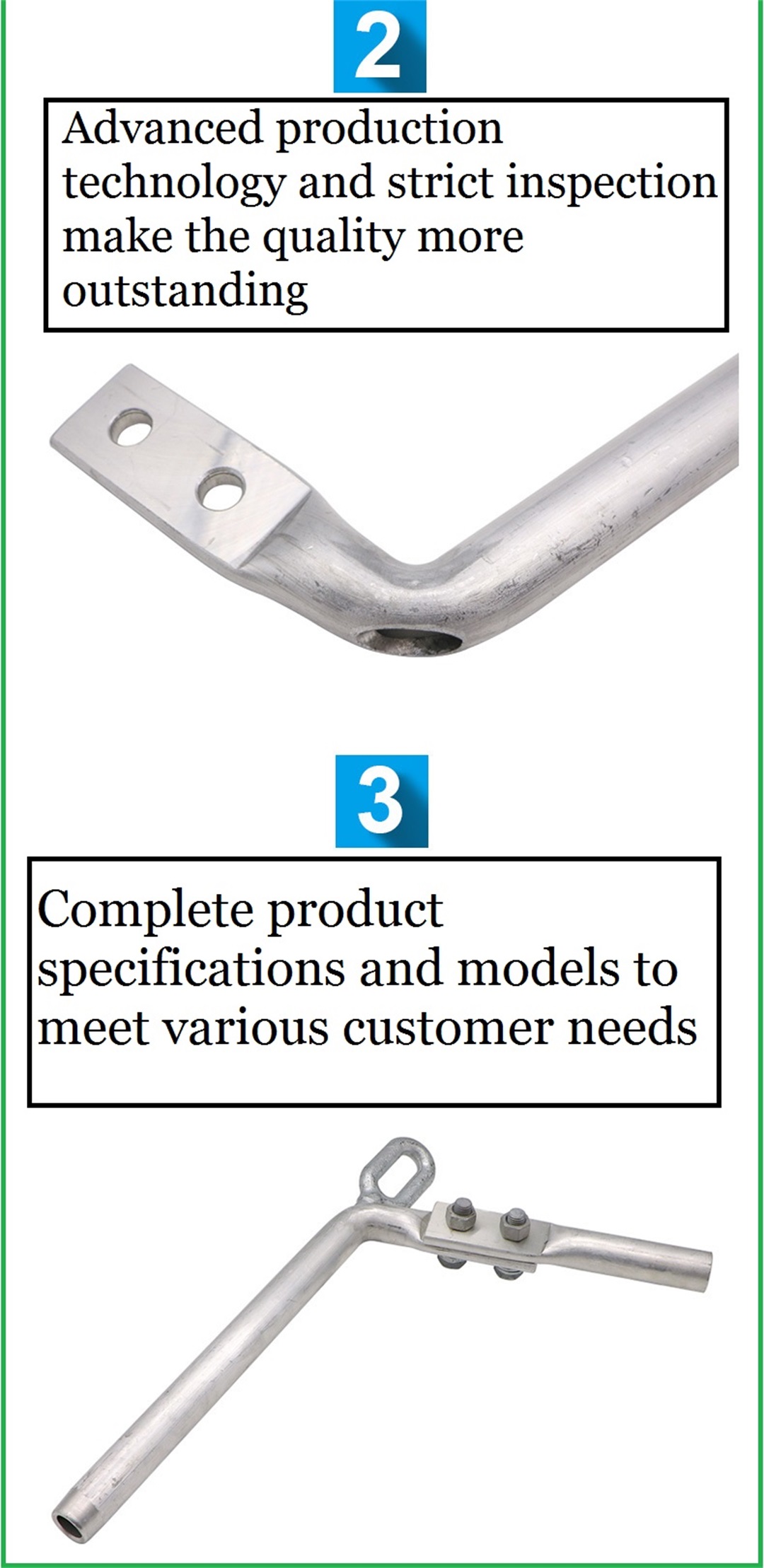
उत्पादने वास्तविक शॉट

उत्पादन कार्यशाळेचा एक कोपरा


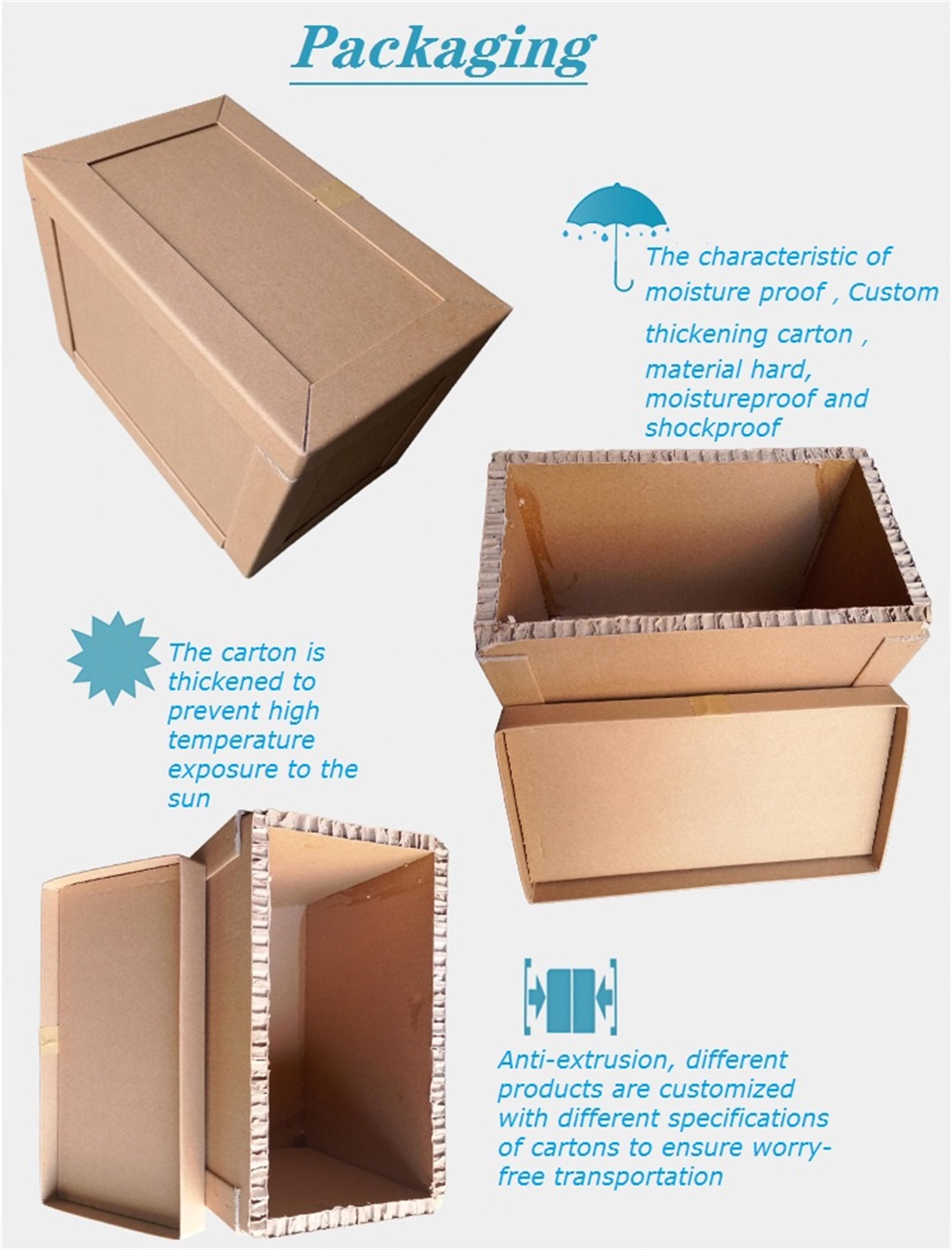
उत्पादन पॅकेजिंग
उत्पादन अर्ज केस