NY 185-800mm² Spannklemme für hitzebeständige Litze aus Aluminiumlegierung













Zugklemmen werden hauptsächlich verwendet, um Leiter und Blitzableiter in Freileitungen oder Umspannwerken zu befestigen und über Verbindungselemente mit Zugisolatoren zu verbinden oder Blitzableiter an Masten anzuschließen.Entsprechend der unterschiedlichen Struktur und Installationsmethode wird es in vier Kategorien unterteilt: Bolzentyp, Kompressionstyp und Keiltyp sowie vorgedrehter Typ.
NY-Spannklemme (hydraulischer Typ, Stahlankerschweißen) wird hauptsächlich verwendet, um den Draht zu befestigen, um die Spannung des Drahtes zu tragen, und den Draht an der Hardware an der Spannschnur oder dem Turm aufzuhängen.
Produktbeschreibung
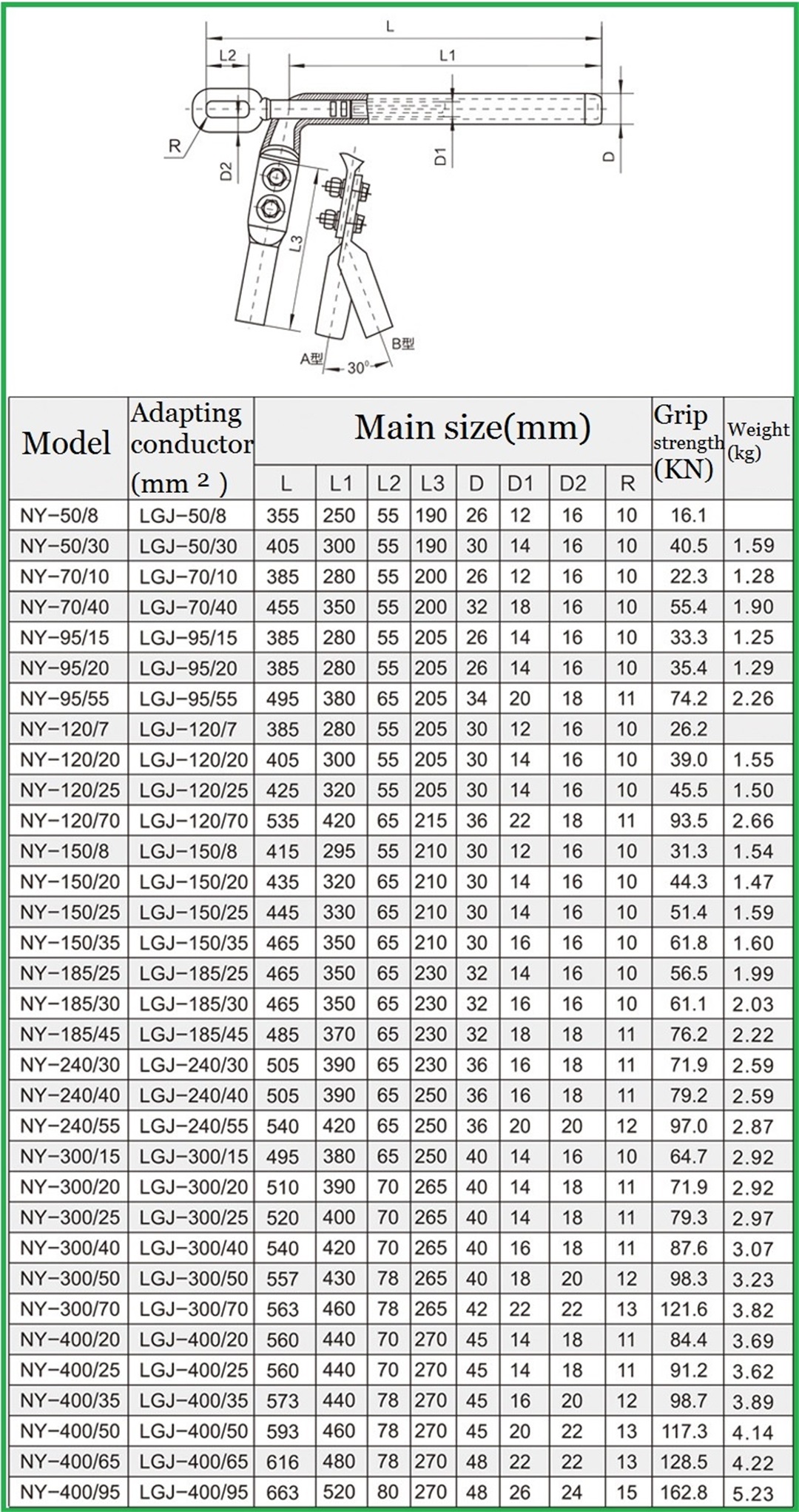
technische Parameter

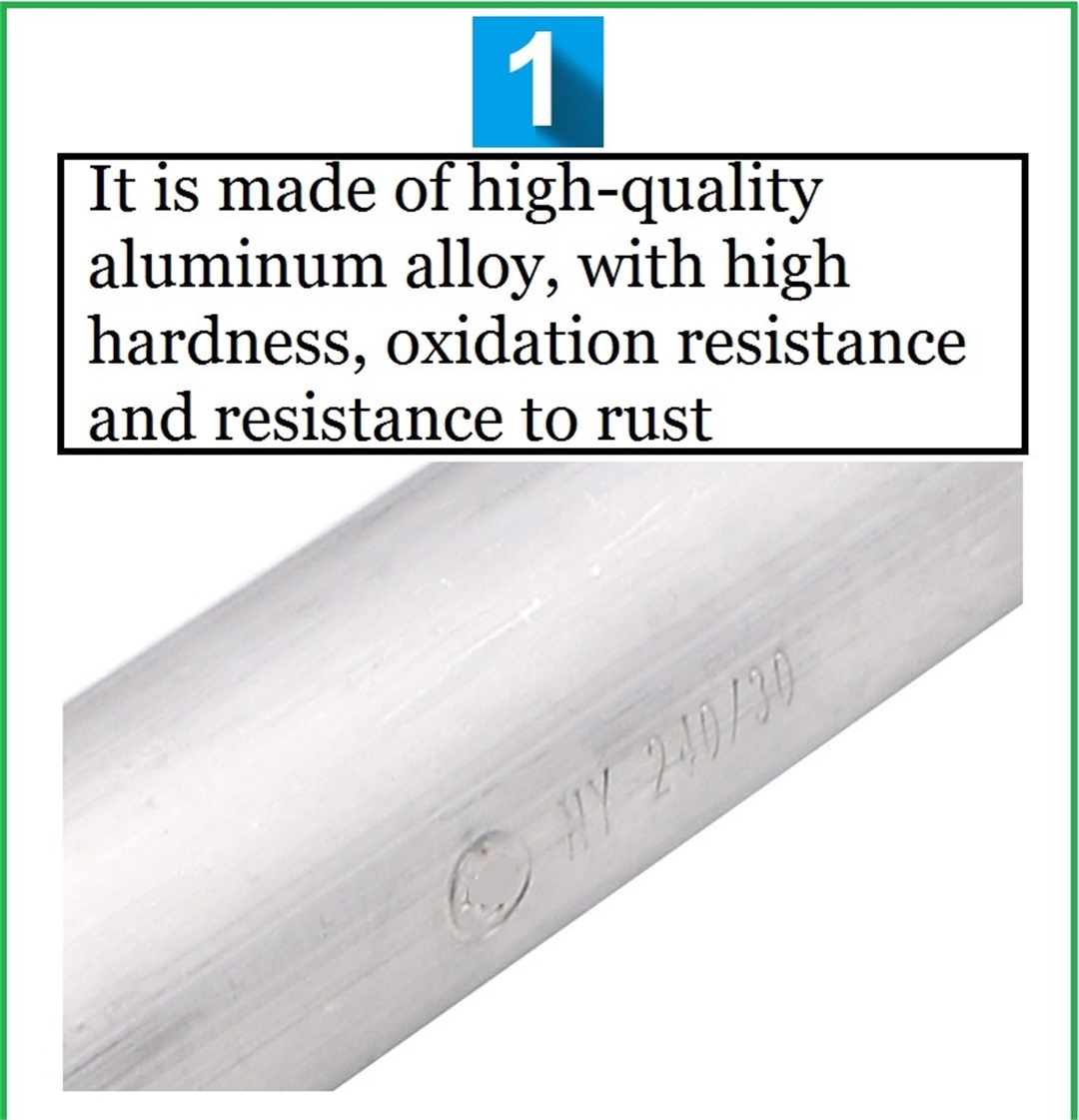
Produkteigenschaften und Installation sind wichtig
Merkmale:
A.Der Clipkörper besteht aus hochfestem Aluminiumstahlmaterial.
B.Das Aussehen ist glatt und die Lebensdauer ist lang.
C.Einfach zu installieren und zu verwenden.
D.Es gibt keinen Hystereseverlust und es ist ein kohlenstoffarmes, energiesparendes zertifiziertes Produkt.
Installationsangelegenheiten:
1. Reinigen Sie ein Ende des gecrimpten Kabels für etwa 1 m und tragen Sie leitfähiges Fett auf.
2. Stecken Sie das gereinigte Aluminiumrohr (Außendurchmesser D) in das Drahtende und ziehen Sie es 1m vom Drahtende weg.3. Messen Sie mit einem Messschieber oder einem Maßband die Größe l 2 des vorderen Endrohres des Stahlankers, messen Sie die Länge der abzuisolierenden Stahlseele vom Ende O des Drahtes ON= l 2 + Δl mm (Δl ist 15 mm), machen Sie eine Markierung und binden Sie sie in einem Abstand von 20 mm von der Markierung. Nehmen Sie den neu gebundenen Draht P. 4. Öffnen Sie einen Abschnitt der Aluminiumlitze am Ende O und befestigen Sie das freiliegende Stahlkernende mit a Bindedraht.Verwenden Sie dann einen Cutter (oder eine Abisolierzange für Aluminiumdraht), um die äußeren und mittleren Aluminiumstränge an der Markierung N zu schneiden. Wenn Sie die inneren Aluminiumstränge schneiden, schneiden Sie nur auf 3/4 des Durchmessers jedes Strangs und brechen Sie dann einen der Aluminiumstränge einzeln.Beim Abisolieren des Aluminiumdrahtes ist es strengstens verboten, den Stahlkern zu quetschen.)
5. Crimpen Sie den Stahlanker
A. Wählen Sie die Stahlrohrmatrize „Cd#“, die mit dem Außendurchmesser d des Stahlankers übereinstimmt.Die Montageanleitung für die Spannklemme NY in der Unterstation sollte nachweisen, dass der Diagonalwinkel des Sechskantstempels dmm beträgt;
B. Drücken Sie den Stahl. Nachdem der Kern gereinigt ist, drehen Sie ihn und führen Sie ihn entlang der Verseilrichtung des Stahlkerns in den Boden des Stahlankers ein
Ende des Stahlankers gibt den Stahlkern mit einer Länge von ca. 15 mm frei;Zu diesem Zeitpunkt sollten die Drähte auf beiden Seiten sein
horizontal mit dem Stahlanker und in Übereinstimmung mit der Achse der hydraulischen Presse gehalten, um die mögliche Biegung des Rohrs nach dem Zusammendrücken zu verringern.
D. Crimpen Sie das vordere Endrohr des Stahlankers.Die Crimprichtung verläuft von der Nut des Rohres zur Rohrmündung.Bei Druckbeaufschlagung die beiden benachbarten Formen
sollte mindestens 5-10 mm überlappen.Nach dem Komprimieren zu einem regelmäßigen Sechseck sollte der Abstand S zwischen den gegenüberliegenden Seiten des regelmäßigen Sechsecks überprüft werden.Der zulässige Wert von S ist: S=(0,866*0,993d)+0,2.Verwenden Sie nach dem Formen einen Standard-Bremssattel, um die Größe des gegenüberliegenden Seitenabstands nach dem Pressen zu überprüfen.(Hinweis: Der tatsächliche Druck der Hydraulikpumpe sollte nicht niedriger als 80 Mp sein, und wenn der Druck den angegebenen Wert erreicht, sollte er für 3-5 Sekunden gehalten werden).Setzen Sie den hydraulischen Betrieb erst fort, nachdem die Norm erfüllt ist.

Produktdetails
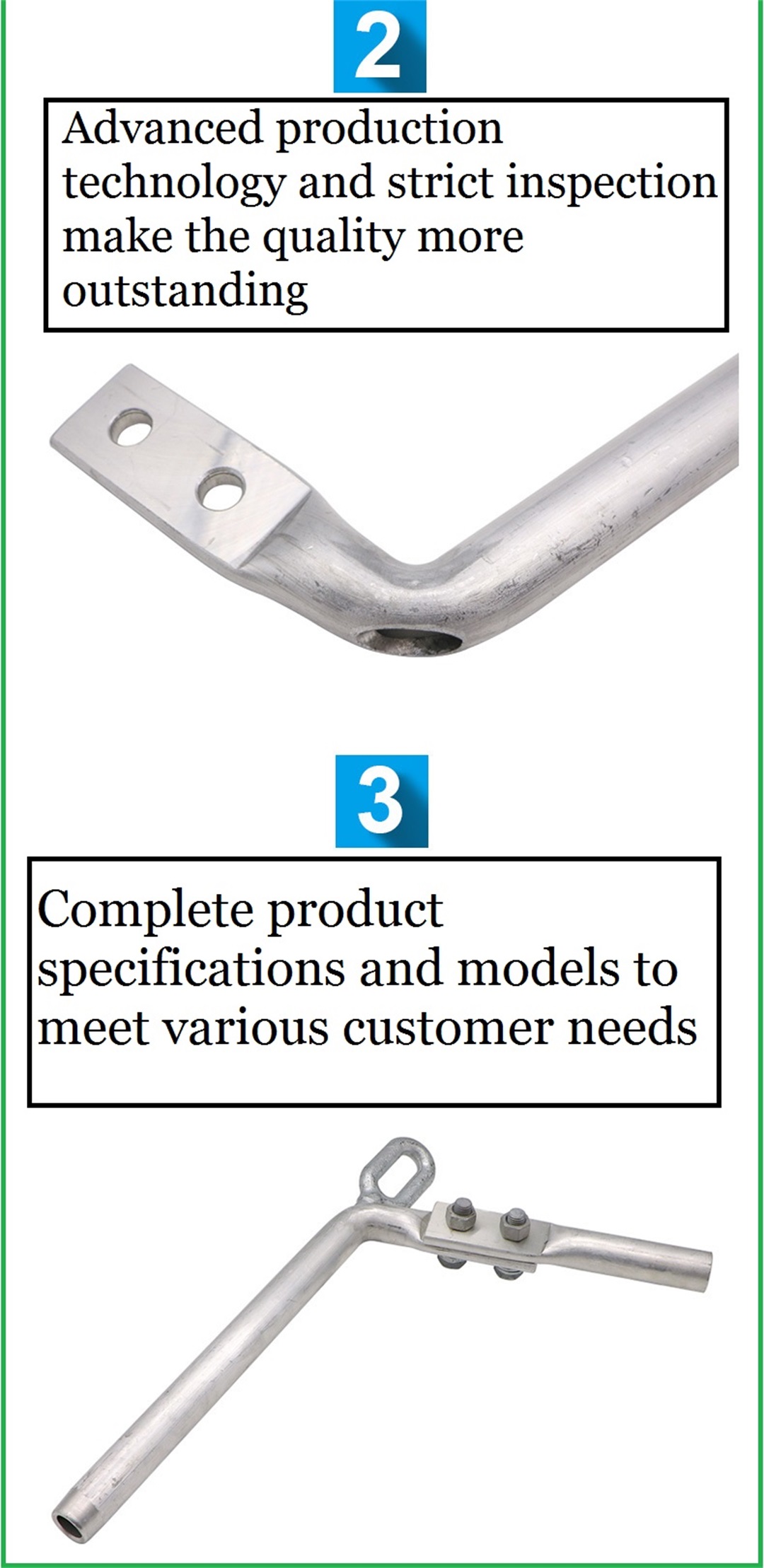
Produkte echter Schuss

Eine Ecke der Produktionshalle


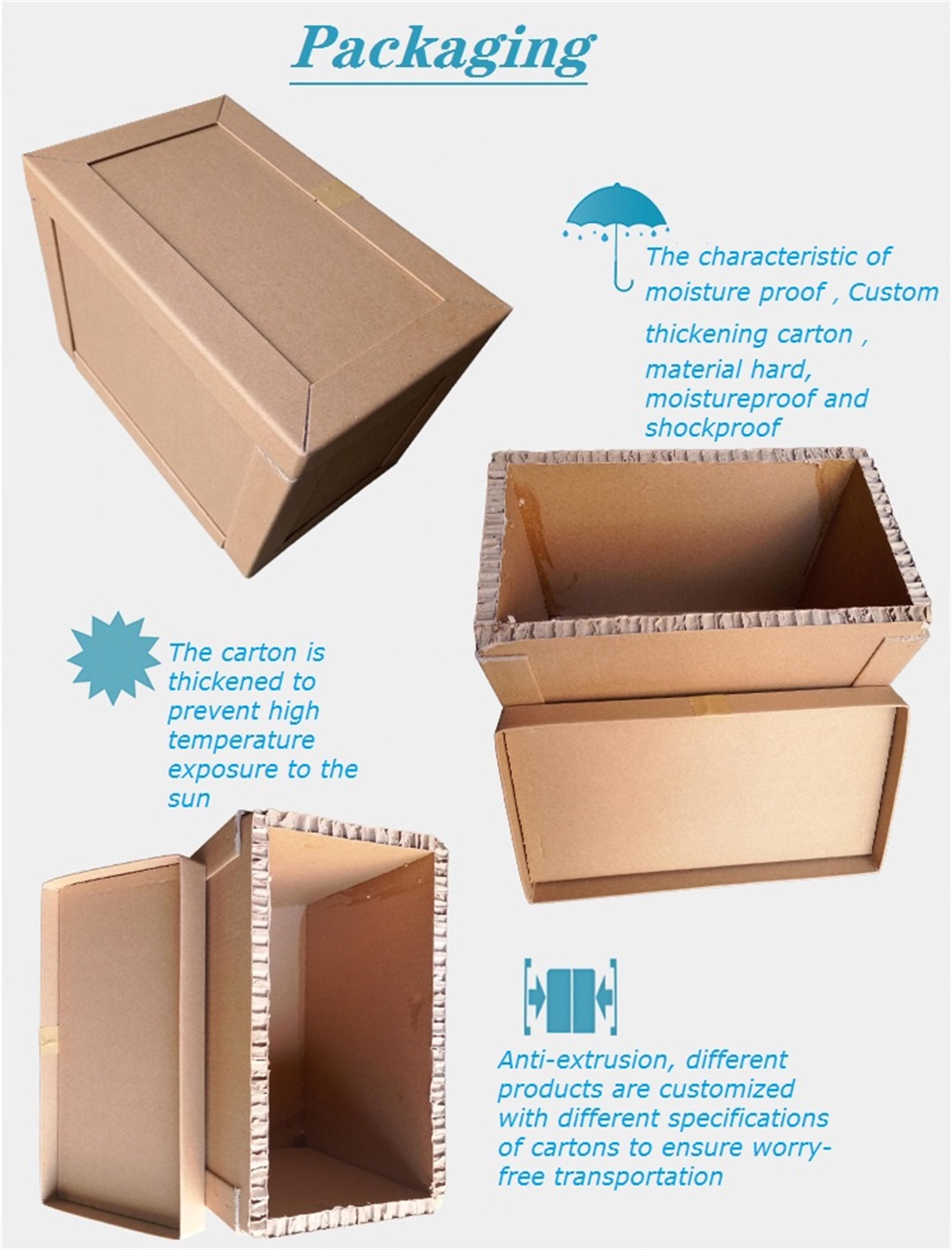
Produktverpackung
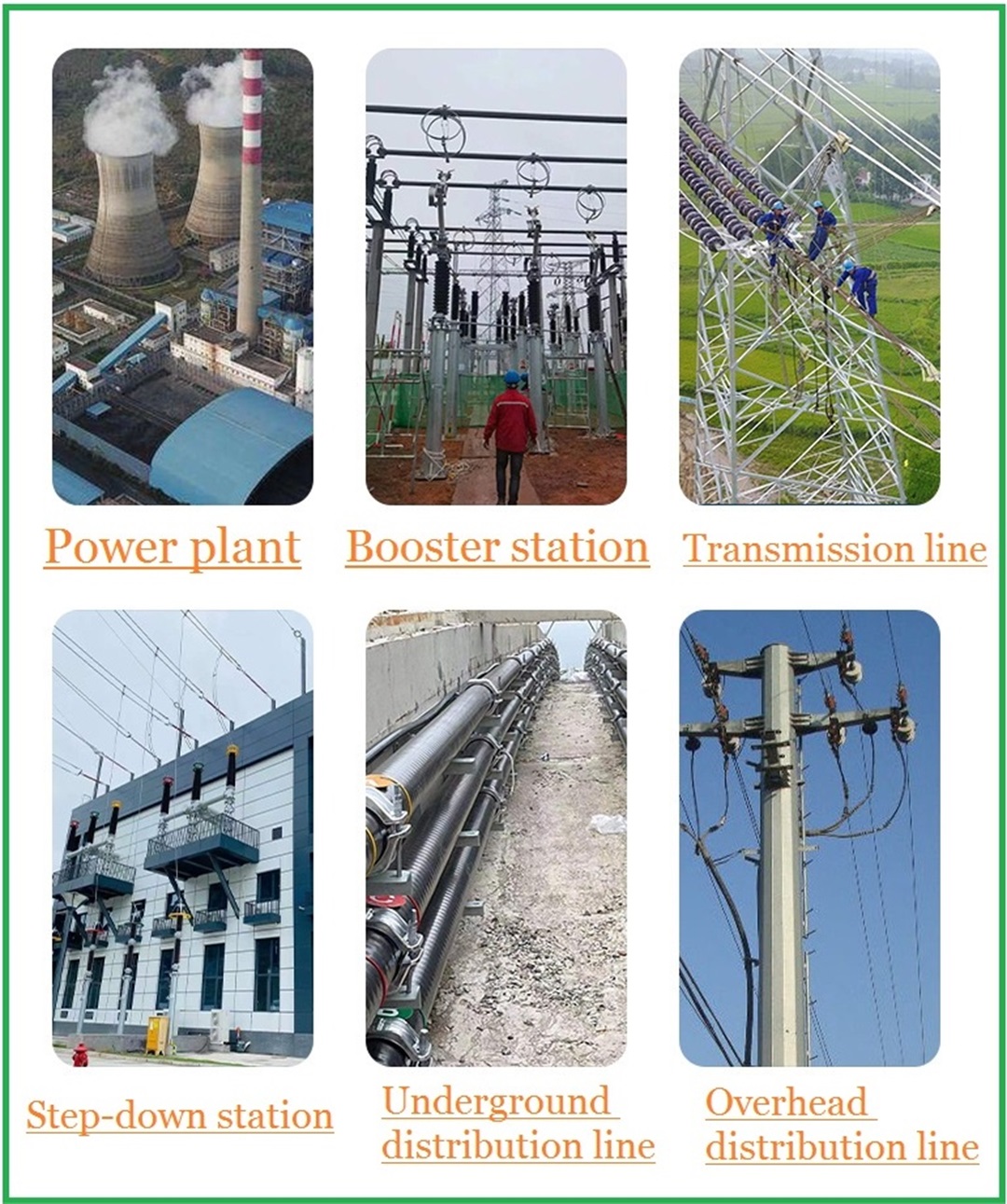
Produktanwendungsfall