RW12F 15/24KV 100/200A આઉટડોર હાઇ વોલ્ટેજ એસી ડ્રોપ ફ્યુઝ ચાપ બુઝાવવાના ઉપકરણ સાથે










ઉત્પાદન વર્ણન
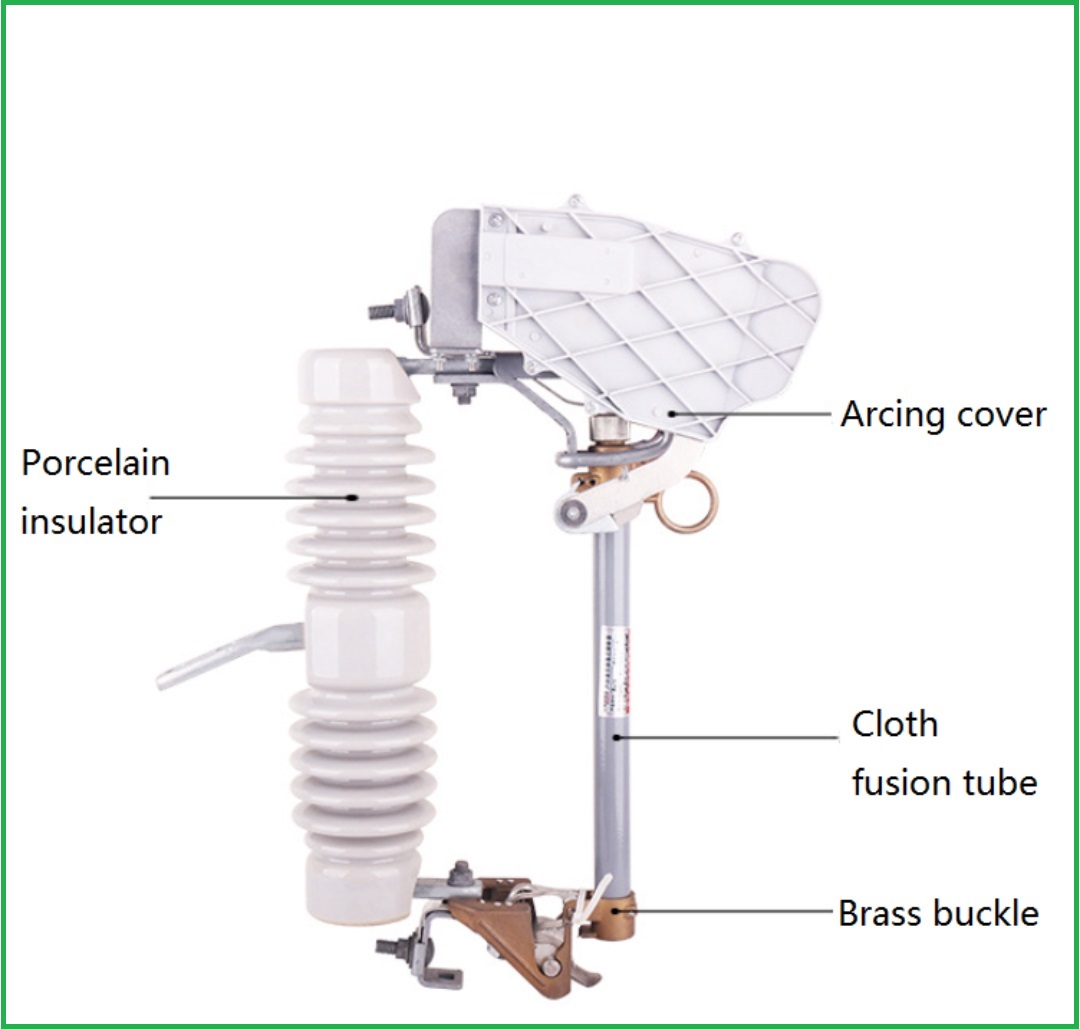
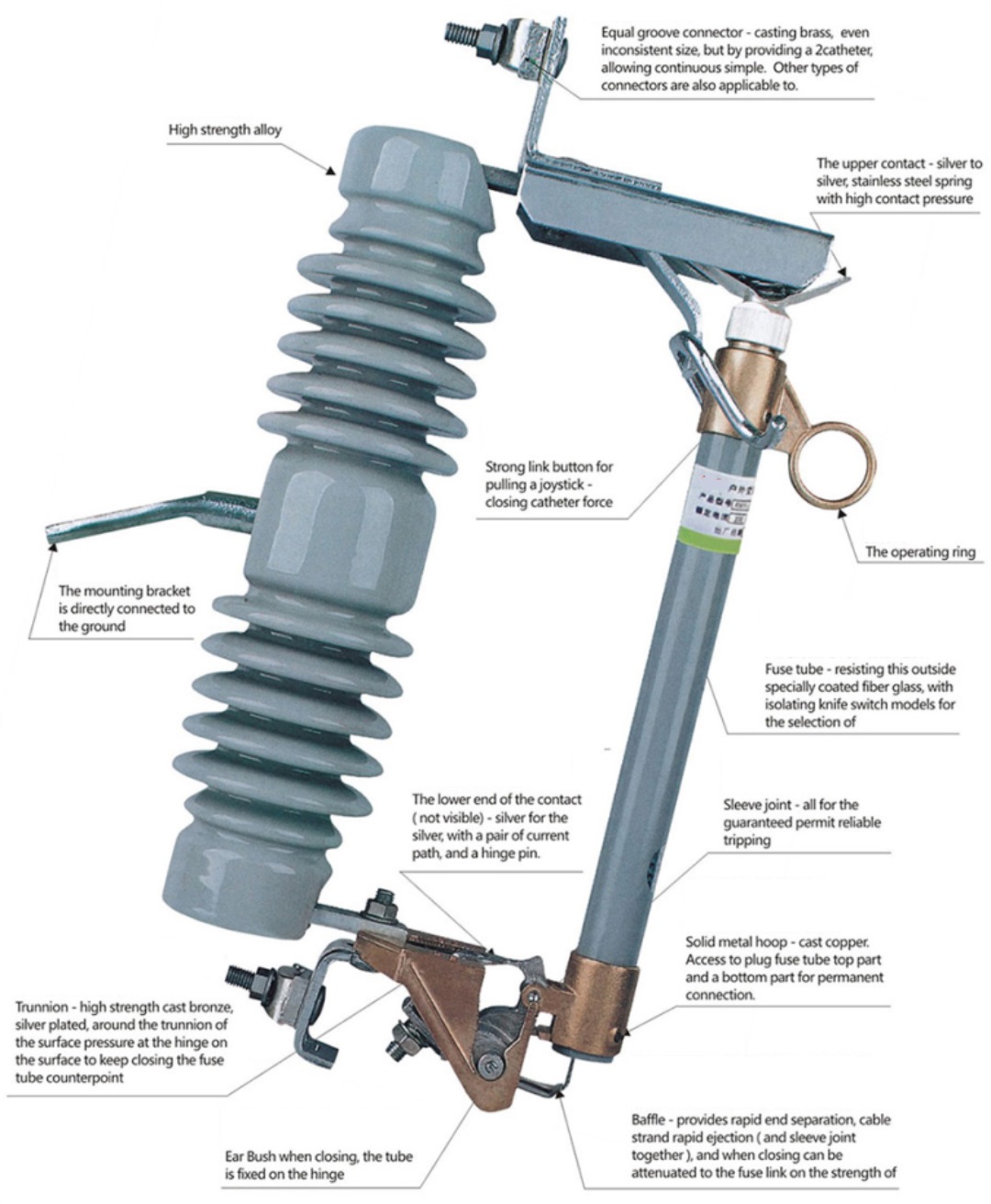
RW12F શ્રેણીના ડ્રોપ-આઉટ ફ્યુઝ એ પાવર ટ્રાન્સમિશન અને વિતરણ પ્રણાલીમાં આઉટડોર ઉચ્ચ-વોલ્ટેજ સંરક્ષણ ઉપકરણો છે.તેઓ ડિસ્ટ્રિબ્યુશન ટ્રાન્સફોર્મર્સની ઉચ્ચ-વોલ્ટેજ બાજુ પર અથવા વિતરણ લાઇનની શાખા રેખાઓ પર સ્થાપિત થાય છે, અને તેનો ઉપયોગ ટ્રાન્સફોર્મર્સ અને લાઇનોના શોર્ટ-સર્કિટ અને ઓવરલોડ સંરક્ષણ તેમજ વિભાજીત અને સંયુક્ત લોડ પ્રવાહો માટે થાય છે.ઉચ્ચ-વોલ્ટેજ સિરામિક ડ્રોપ-આઉટ ફ્યુઝ સિરામિક ઇન્સ્યુલેટીંગ કૌંસ અને ફ્યુઝ ટ્યુબથી બનેલું છે.સ્થિર સંપર્ક ઇન્સ્યુલેટીંગ કૌંસના બંને છેડે સ્થાપિત થયેલ છે, અને ફરતા સંપર્ક ફ્યુઝ ટ્યુબના બંને છેડે સ્થાપિત થયેલ છે.ફ્યુઝ ટ્યુબ આંતરિક આર્ક સપ્રેસન ટ્યુબ અને ફ્યુઝ ટ્યુબથી બનેલી છે.બાહ્ય પડ ફેનોલિક પેપર ટ્યુબ અથવા ઇપોક્સી ગ્લાસ ક્લોથ ટ્યુબથી બનેલું છે.લોડ ડ્રોપ પ્રકાર ફ્યુઝ લોડ પ્રવાહને વિભાજીત કરવા અને જોડવા માટે સ્થિતિસ્થાપક સહાયક સંપર્ક અને ચાપ ઓલવતા આવરણને વધારે છે.

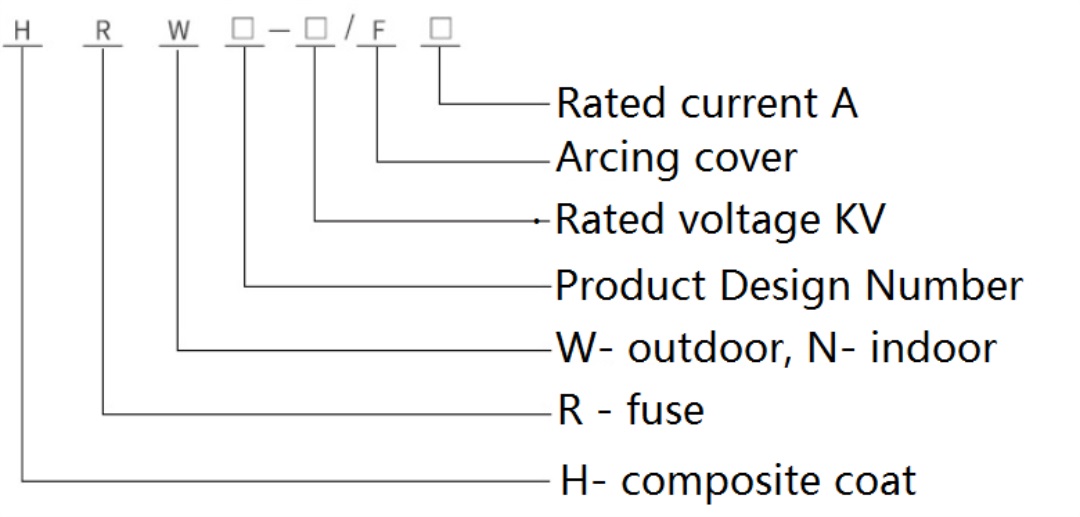
મોડલ વર્ણન

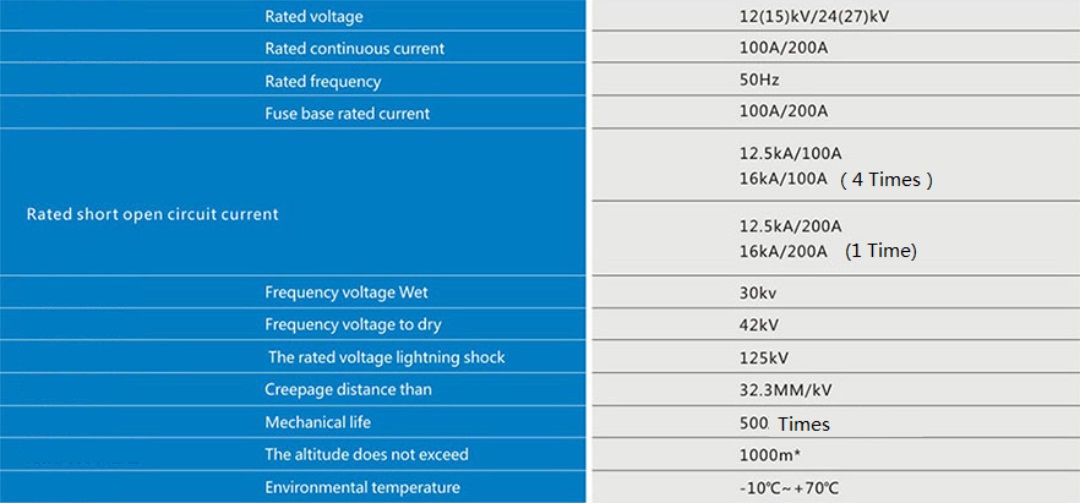
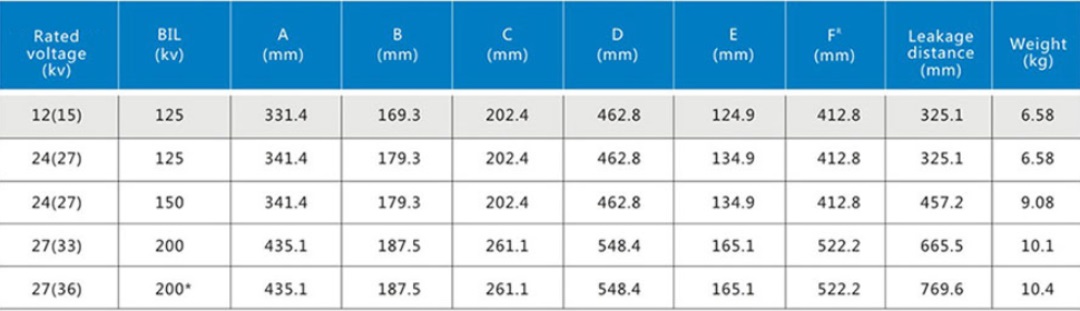
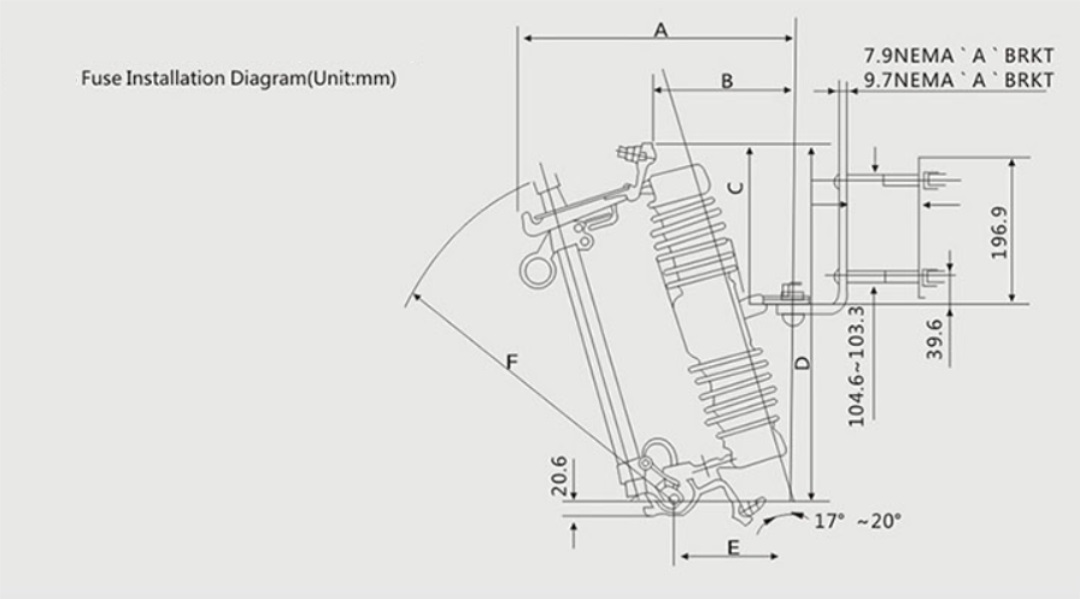
ટેકનિકલ પરિમાણો અને સ્થાપન કદ
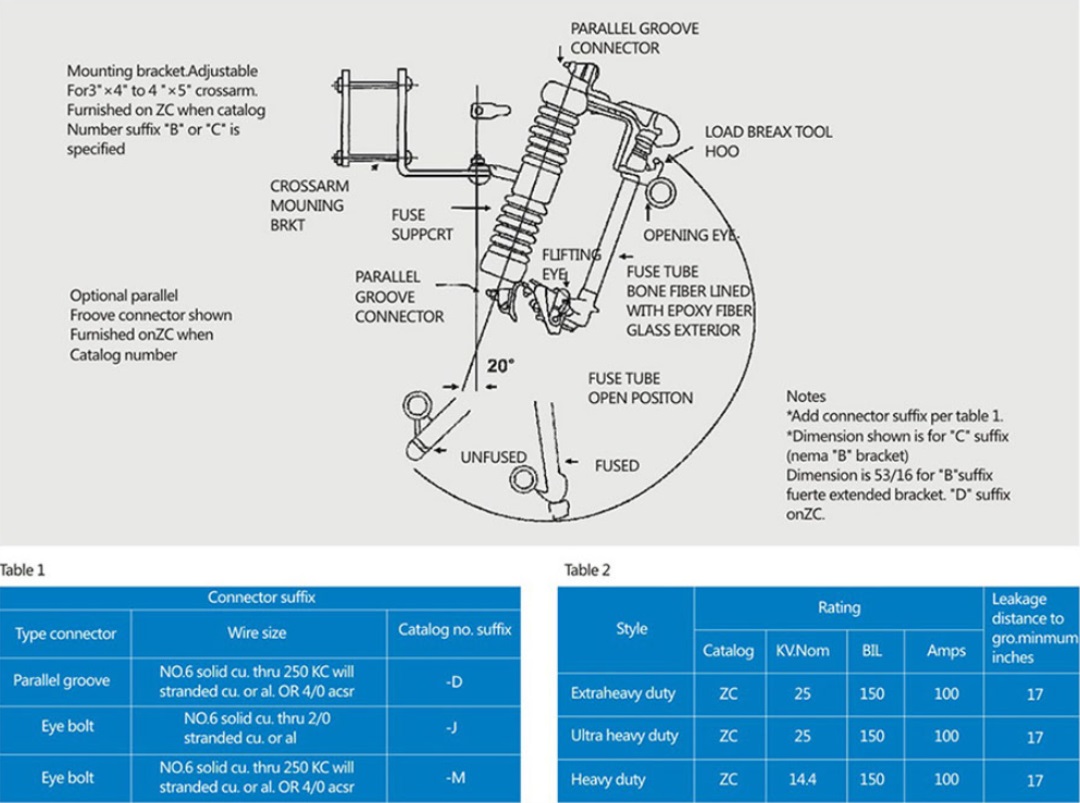
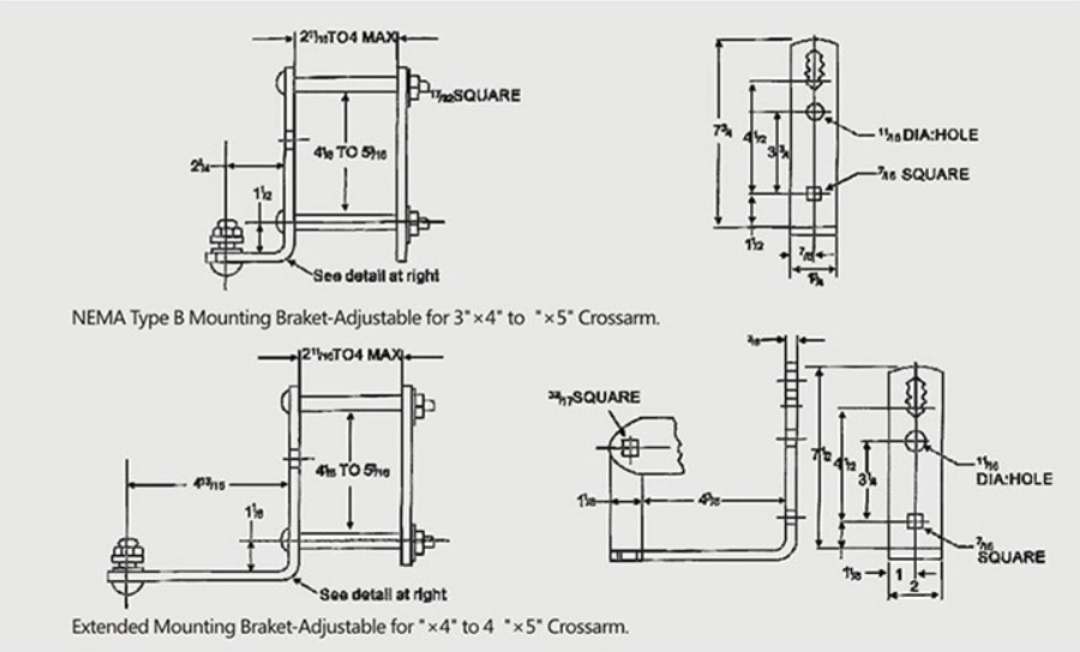
કૌંસ ઇન્સ્ટોલેશન ડાયાગ્રામ:
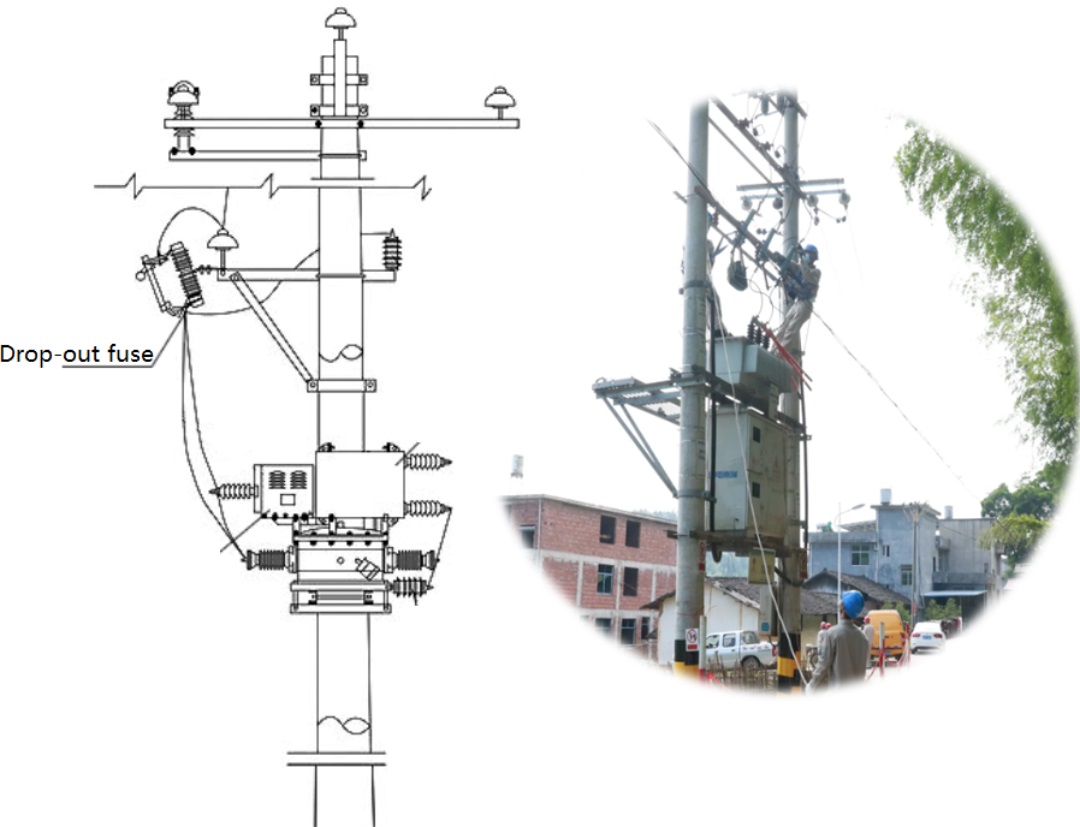
ઉત્પાદન સ્થાપન અસર:

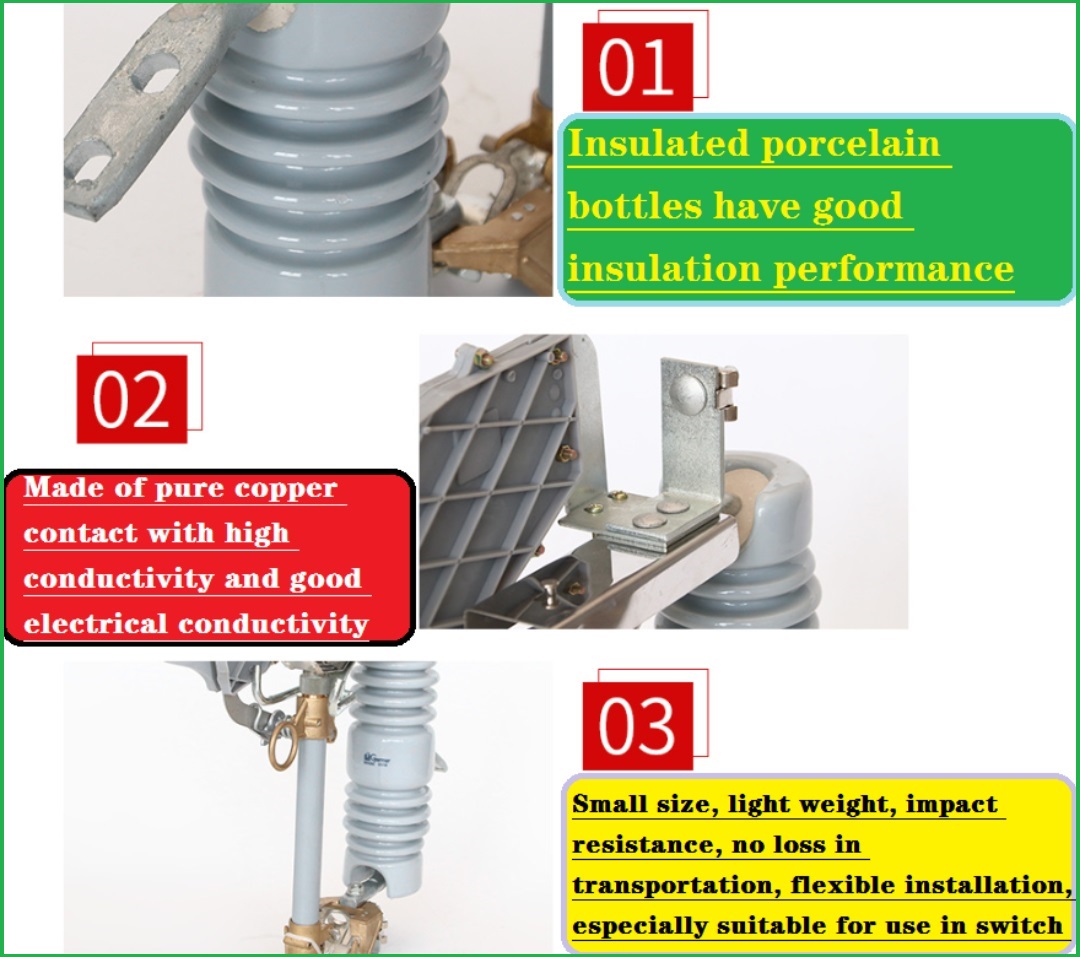
ઉત્પાદન માળખાકીય સુવિધાઓ અને ઉપયોગનો અવકાશ
મેલ્ટ ટ્યુબ માળખું:
flberglsaa, ભીના-પ્રૂફ અને કાટ-પ્રૂફથી બનેલા ફ્યુઝ લેવા.
ફ્યુઝ આધાર:
ઉત્પાદન આધાર એમ્બેડેડ યાંત્રિક માળખું અને ઇન્સ્યુલેટર.વિશિષ્ટ બાઈન્ડર સામગ્રી અને ઇન્સ્યુલેટરનો ઉપયોગ કરીને મેટલ રોડ મિકેનિઝમ ઇન્સ્ટોલ કરો, સ્ટેન્ડ શોર્ટ-સર્કિટ કરંટ સાથે ઇલેક્ટ્રિક પાવર ખોલી શકે છે.
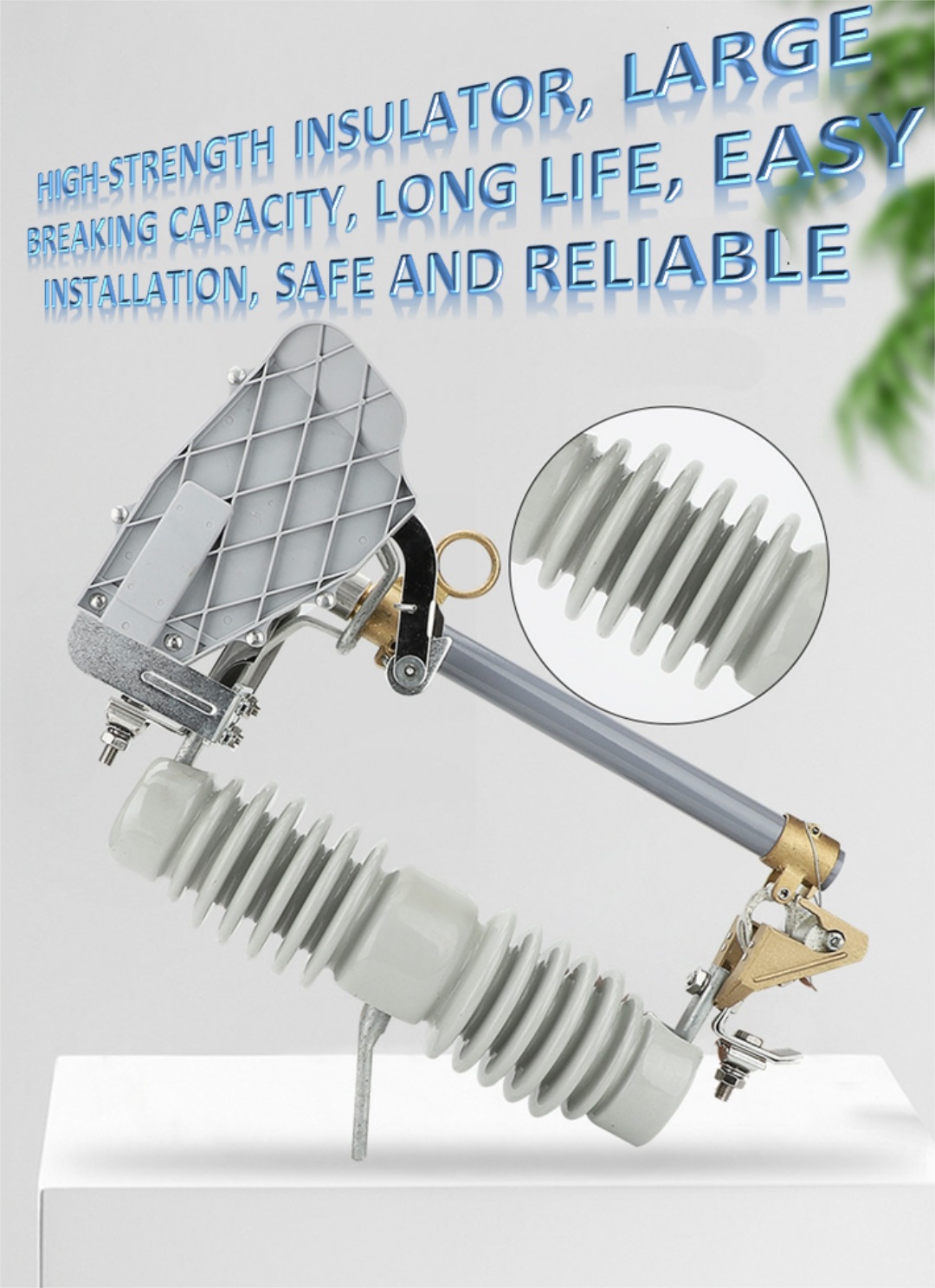
ભેજપ્રૂફ ફ્યુઝમાં ફોલ્લો, વિકૃતિ, ખુલ્લી, મોટી ક્ષમતા, યુવી, લાંબુ આયુષ્ય, શ્રેષ્ઠ ઇલેક્ટ્રિક ગુણધર્મો, ડાઇલેક્ટ્રિક તાકાત અને ઉત્તમ યાંત્રિક જડતા અને પવિત્ર ક્ષમતા નથી.
સમગ્ર સંસ્થા તટસ્થ, અનુકૂળ સ્થાપન, સલામત અને વિશ્વસનીય.
1. આજુબાજુનું તાપમાન +40 C થી વધુ નથી, -40 C થી ઓછું નથી
2. ઊંચાઈ 3000m કરતાં વધી નથી
3. પવનની મહત્તમ ગતિ 35m/s થી વધુ નથી
4. ભૂકંપની તીવ્રતા 8 ડિગ્રીથી વધુ નથી
ફ્યુઝ ઇન્સ્ટોલેશન અને ઓપરેશન
1. ડ્રોપ ફ્યુઝની સ્થાપના:
(1) ઇન્સ્ટોલેશન દરમિયાન મેલ્ટને કડક બનાવવું જોઈએ (જેથી પીગળવું લગભગ 24.5N ના તાણ બળને આધિન છે), અન્યથા સંપર્કને વધુ ગરમ કરવાનું કારણ બને છે.
(2) ક્રોસ આર્મ (ફ્રેમ) પર સ્થાપિત ફ્યુઝ મક્કમ અને ભરોસાપાત્ર હોવું જોઈએ અને તેમાં કોઈ ધ્રુજારી કે ધ્રુજારી ન હોવી જોઈએ.
(3) મેલ્ટિંગ ટ્યુબમાં 25°±2°નો નીચેનો ઝોકનો કોણ હોવો જોઈએ, જેથી જ્યારે મેલ્ટિંગ ટ્યુબ ફૂંકાય ત્યારે તેના પોતાના વજનથી ઝડપથી નીચે પડી શકે.
(4) ફ્યુઝને ક્રોસ આર્મ (ફ્રેમ) પર જમીનથી 4m કરતાં ઓછું ન હોય તેવા ઊભી અંતર સાથે સ્થાપિત કરવું જોઈએ.જો તે ડિસ્ટ્રિબ્યુશન ટ્રાન્સફોર્મરની ઉપર ઇન્સ્ટોલ કરેલું હોય, તો તેણે ડિસ્ટ્રિબ્યુશન ટ્રાન્સફોર્મરની બાહ્ય સમોચ્ચ સીમાથી 0.5m કરતાં વધુનું આડું અંતર જાળવી રાખવું જોઈએ.પીગળતી નળી પડી જવાથી અન્ય અકસ્માતો થયા.
(5) ફ્યુઝ ટ્યુબની લંબાઈ સાધારણ રીતે ગોઠવવી જોઈએ.તે જરૂરી છે કે ડકબીલ જીભ બંધ થયા પછી સંપર્કની લંબાઈના બે તૃતીયાંશ કરતા વધુને પકડી શકે, જેથી ઓપરેશન દરમિયાન સ્વ-પટની ખોટી કામગીરી ટાળી શકાય, અને ફ્યુઝ ટ્યુબ ડકબીલને અથડાવી ન જોઈએ., ઓગળ્યા પછી ગલન ટ્યુબને સમયસર પડતા અટકાવવા માટે.
(6) વપરાયેલ મેલ્ટ નિયમિત ઉત્પાદકનું પ્રમાણભૂત ઉત્પાદન હોવું જોઈએ, અને તેની ચોક્કસ યાંત્રિક શક્તિ હોવી જોઈએ.સામાન્ય રીતે, 147N કરતાં વધુના તાણ બળનો સામનો કરવા માટે ઓગળવું જરૂરી છે.
(7) 10kV ડ્રોપ-આઉટ ફ્યુઝ બહાર સ્થાપિત થયેલ છે, અને તબક્કાઓ વચ્ચેનું અંતર 70cm કરતા વધારે હોવું જરૂરી છે.
બીજું, ડ્રોપ ફ્યુઝનું સંચાલન:
સામાન્ય સંજોગોમાં, તેને લોડ સાથે ડ્રોપ ફ્યુઝ ચલાવવાની મંજૂરી નથી, ફક્ત તેને નો-લોડ સાધનો (લાઇન) ચલાવવાની મંજૂરી છે.જો કે, ગ્રામીણ પાવર ગ્રીડમાં 10kV વિતરણ લાઇનની શાખા લાઇન અને 200kVA કરતા ઓછી રેટેડ ક્ષમતા ધરાવતા વિતરણ ટ્રાન્સફોર્મર્સને નીચેની જરૂરિયાતો અનુસાર લોડ સાથે કામ કરવાની મંજૂરી છે:
(1) ઓપરેશન બે વ્યક્તિઓ દ્વારા હાથ ધરવામાં આવશે (એક મોનિટર કરવા માટે અને એક ઓપરેટ કરવા માટે), પરંતુ લાયકાત ધરાવતા ઇન્સ્યુલેટીંગ ગ્લોવ્સ, ઇન્સ્યુલેટીંગ બૂટ અને ગોગલ્સ પહેરવા જોઈએ અને વોલ્ટેજ લેવલ સાથે મેળ ખાતા યોગ્ય ઇન્સ્યુલેટીંગ સળિયાઓ સાથે કામ કરવું જોઈએ.ભારે વરસાદમાં કામગીરી પર પ્રતિબંધ છે.
(2) ગેટની કામગીરી દરમિયાન, સામાન્ય રીતે એવું નિર્ધારિત કરવામાં આવે છે કે મધ્યમ તબક્કો પ્રથમ ખેંચવામાં આવે છે, પછી લીવર્ડ બાજુનો તબક્કો ખેંચવામાં આવે છે, અને પછી વિન્ડવર્ડ બાજુનો તબક્કો ખેંચવામાં આવે છે.આનું કારણ એ છે કે ડિસ્ટ્રિબ્યુશન ટ્રાન્સફોર્મર ત્રણ-તબક્કાની કામગીરીમાંથી બે-તબક્કાની કામગીરીમાં બદલાય છે, અને જ્યારે મધ્યવર્તી તબક્કો તૂટી જાય છે ત્યારે ઉત્પન્ન થતી આર્ક સ્પાર્ક નાની હોય છે, જે તબક્કાઓ વચ્ચે શોર્ટ સર્કિટનું કારણ બનશે નહીં.બીજું લીવર્ડ બાજુના તબક્કાને તોડવાનું છે, કારણ કે મધ્યમ તબક્કો અલગ થઈ ગયો છે, અને લીવર્ડ બાજુના તબક્કા અને વિન્ડવર્ડ બાજુના તબક્કા વચ્ચેનું અંતર બમણું થઈ ગયું છે.જો ઓવરવોલ્ટેજ હોય તો પણ, તબક્કાઓ વચ્ચે શોર્ટ સર્કિટની શક્યતા ઘણી ઓછી છે.જ્યારે વિન્ડવર્ડ બાજુનો તબક્કો પાછો ખેંચવામાં આવે છે, ત્યારે જમીન પર માત્ર એક કેપેસિટીવ પ્રવાહ હોય છે, અને ઉત્પન્ન થતી સ્પાર્ક ખૂબ જ ઓછી હોય છે.
(3) બંધ કરતી વખતે, ઓપરેશન ક્રમ ઉલટાવી દેવામાં આવે છે જ્યારે બંધ થાય છે, પ્રથમ વિન્ડવર્ડ બાજુના તબક્કાને બંધ કરો, પછી લીવર્ડ બાજુના તબક્કાને બંધ કરો અને પછી મધ્ય તબક્કાને બંધ કરો.
(4) મેલ્ટિંગ ટ્યુબનું સંચાલન કરવું એ વારંવારની વસ્તુ છે.જો તમે ધ્યાન ન આપો, તો તે સંપર્કને બળી જશે અને નબળા સંપર્કનું કારણ બનશે, સંપર્કને વધુ ગરમ કરશે અને સ્પ્રિંગને એનિલ કરશે, જે સંપર્કને વધુ ખરાબ કરશે અને એક દુષ્ટ વર્તુળ બનાવશે.તેથી, ફ્યુઝન ટ્યુબને ખેંચતી અને બંધ કરતી વખતે, મધ્યમ બળનો ઉપયોગ કરો.બંધ કર્યા પછી, કાળજીપૂર્વક તપાસો કે ડકબીલ જીભ જીભની લંબાઈના બે તૃતીયાંશ કરતાં વધુ માટે ચુસ્તપણે બકલી શકાય છે.તમે ઉપલા ડકબિલને હૂક કરવા માટે બ્રેક લિવરનો ઉપયોગ કરી શકો છો અને થોડી વાર નીચે દબાવી શકો છો.તે યોગ્ય રીતે ફિટ છે કે કેમ તે તપાસવા માટે ફરીથી ખેંચવાનો પ્રયાસ કરો.જ્યારે સ્વીચ બંધ હોય, ત્યારે તે સ્થાને હોતું નથી અથવા નિશ્ચિતપણે બંધ થતું નથી, અને ફ્યુઝ પર સ્થિર સંપર્ક દબાણ અપૂરતું હોય છે, જે સરળતાથી સંપર્ક બળી શકે છે અથવા ફ્યુઝ ટ્યુબ જાતે જ પડી શકે છે.
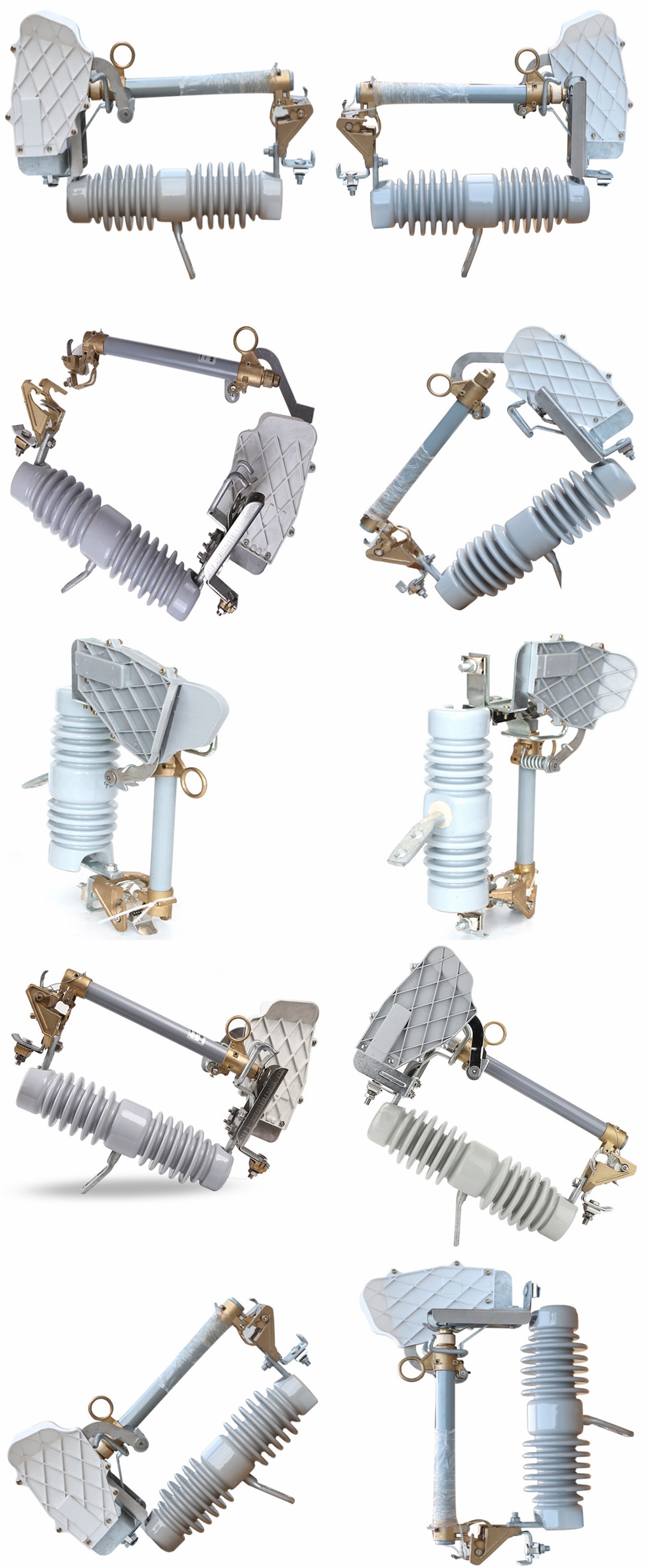
ઉત્પાદન વિગતો
ઉત્પાદનો વાસ્તવિક શોટ
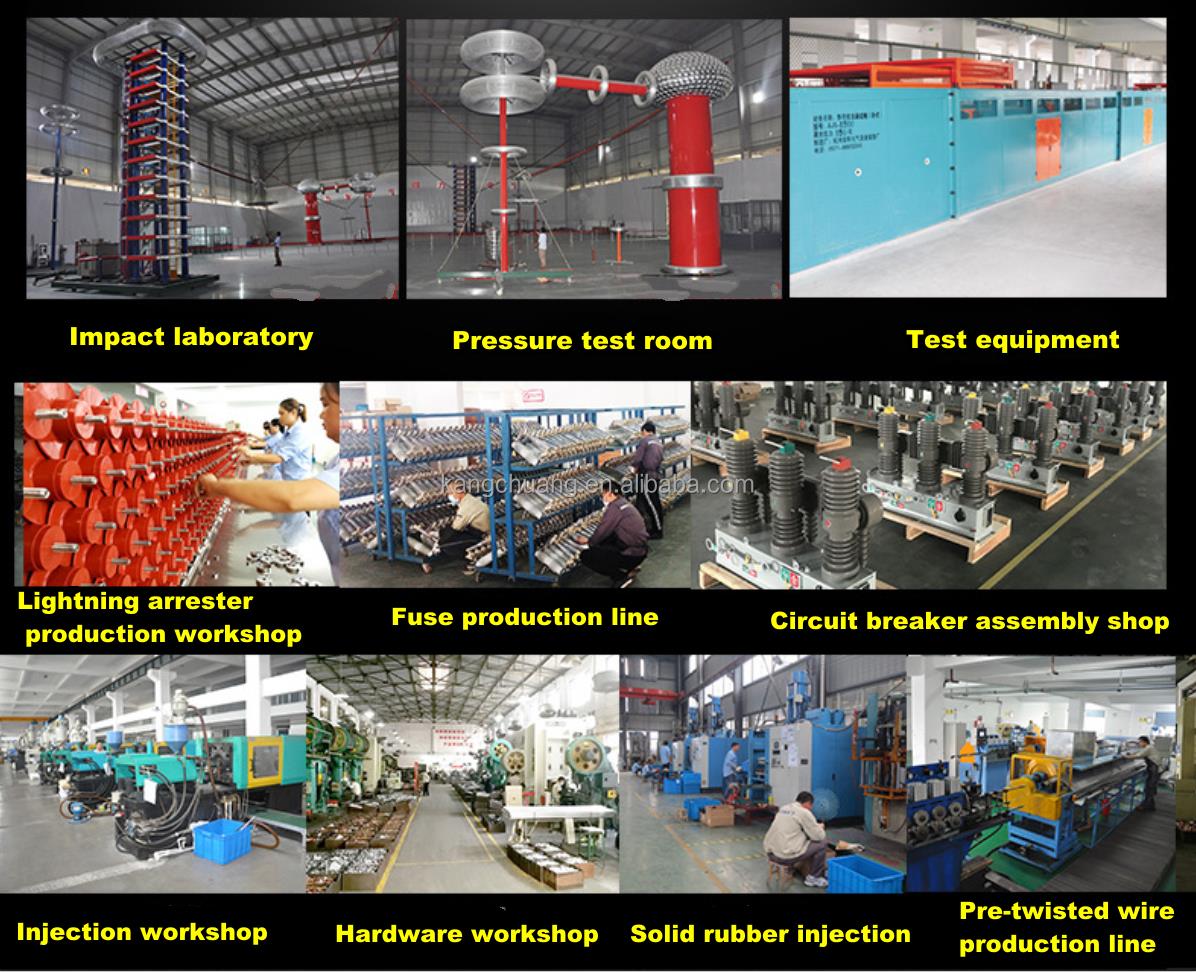
પ્રોડક્શન વર્કશોપનો એક ખૂણો

ઉત્પાદન પેકેજિંગ

ઉત્પાદન અરજી કેસ






